From 24 to 26 March 2026, psb will be exhibiting at LogiMAT in Stuttgart, the leading international trade fair for intralogistics. Visitors can find us in Hall 1 | Stand B11.
At the center of our exhibition is the AI-powered picking robot autopick – our latest innovation for automated order picking. The system demonstrates how intelligent intralogistics can increase throughput, reduce error rates and effectively support employees in their daily work.
In addition, we will present insights into our shuttle technology, with which psb has been setting benchmarks in automated storage technology for many years. Based on selected best-practice projects, we show how integrated intralogistics solutions can be implemented efficiently, scalably and future-proof.
LogiMAT provides the ideal opportunity to discuss the latest developments in intralogistics and explore real-world applications.
Visit us at LogiMAT 2026 in Stuttgart:
24 – 26 March 2026 Hall 1 | Stand B11
During the trade fair, we will share insights, videos and updates from our stand on LinkedIn and Instagram – follow psb for live impressions from LogiMAT.
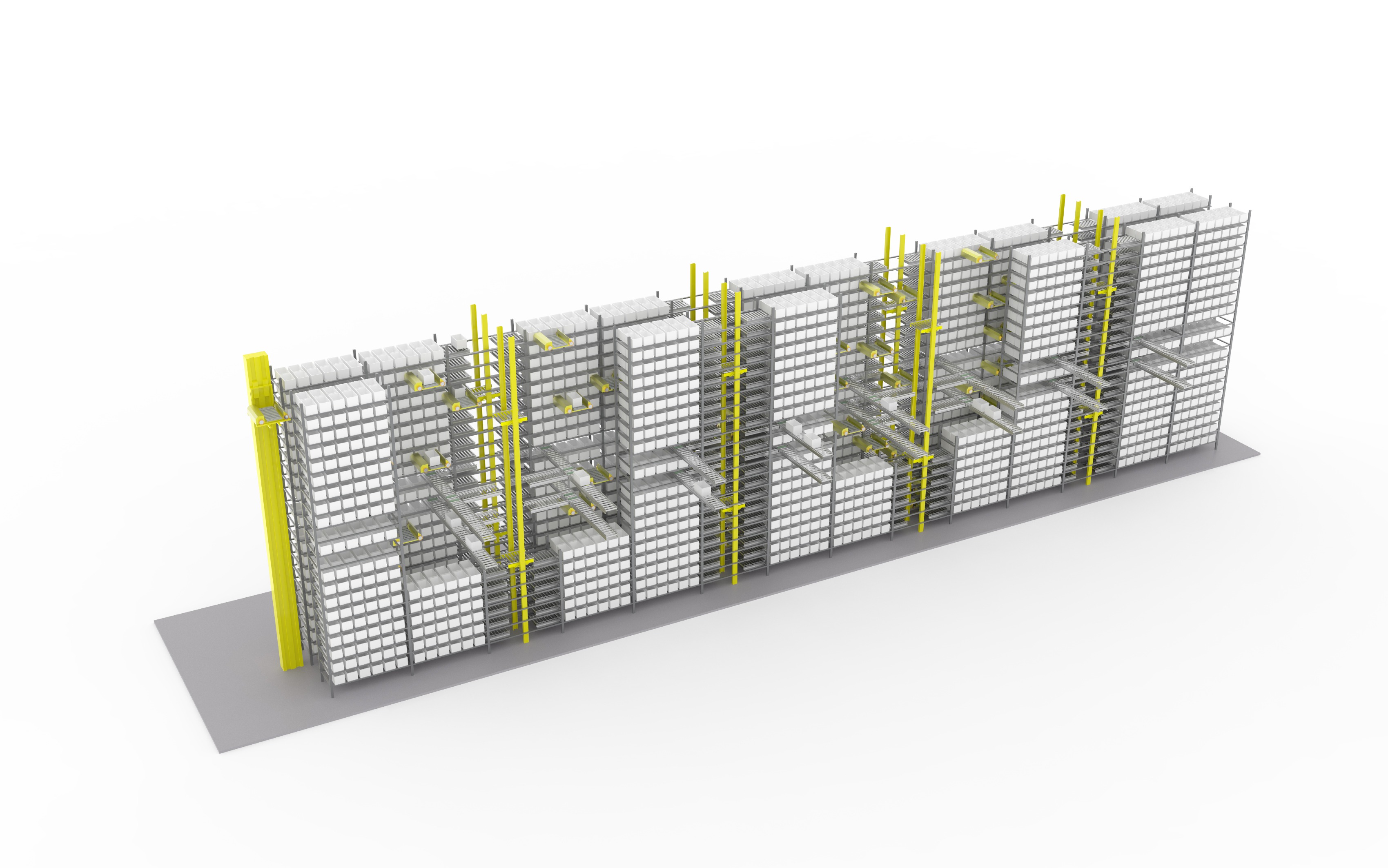
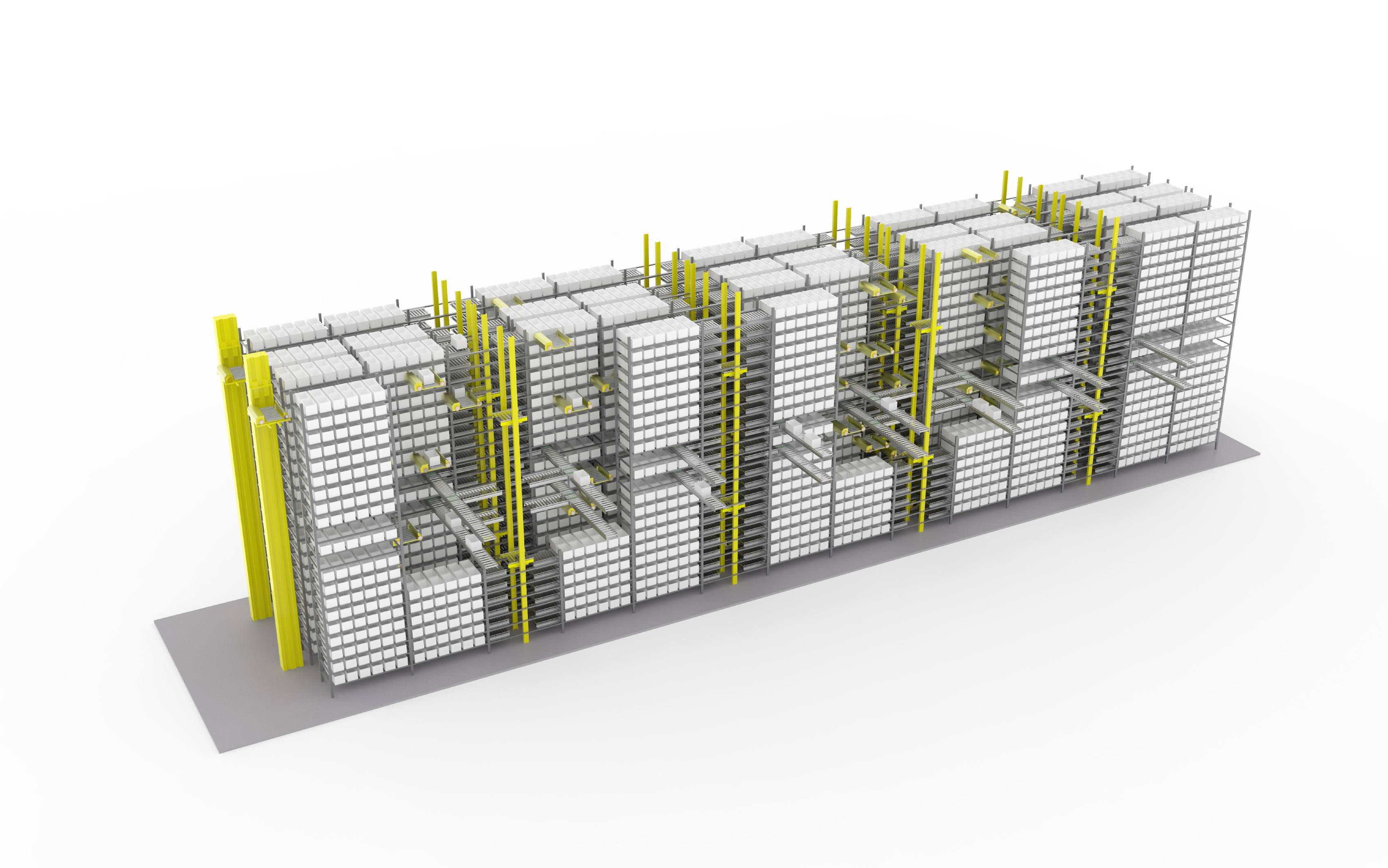
B. Braun is one of the world’s leading manufacturers of medical technology and pharmaceutical products. At its headquarters in Melsungen, the company has been growing steadily for years – and hence the demands on internal logistics. To meet these demands, and to support the company’s further development, psb was contracted to implement a shuttle warehouse for supplying the production facility.
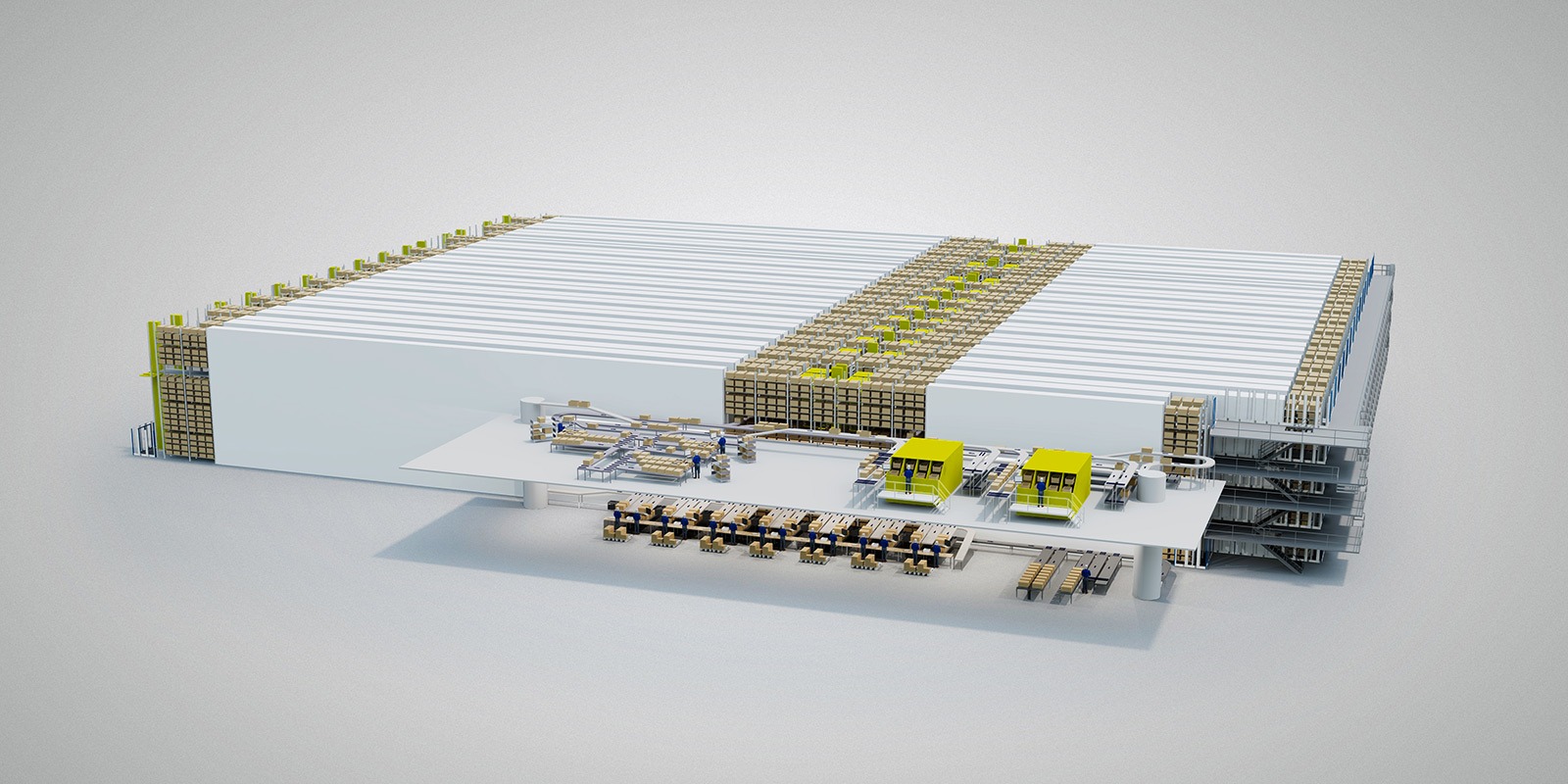
Since only a very limited amount of space was available in the existing building and the newly constructed extension, optimal use of the space was a decisive factor in working out the concept. With the psb Multi Access Warehouse, the entire building length of 55 m could be used for the warehouse cube, which is only 8.5 m high. The work areas arranged on the sides enable ideal connection to both the goods receiving area and the downstream production areas.
The new three-aisle shuttle warehouse has around 18,500 storage locations and is designed to store up to 600 full containers in and out per hour. The special feature of the system is its exceptionally high storage density, which is achieved through a combination of stacking and pairing: Low containers are stacked before storage, smaller sizes are combined into »pairs« and then stored in the warehouse in a depth-optimized manner. Pairing is carried out fully automatically on the conveyor system and enables extremely efficient use of the available space.
The successful implementation of this project and the system installation, which has been in operation since summer 2025, have contributed significantly to psb being awarded the contract to build another shuttle warehouse in the region this year.
SEW USOCOME, the subsidiary of the SEW-Group, is one of the leading suppliers of drive technology in France, with around 2,200 employees, two production plants, a logistics center and five Drive Technology Centers. The Brumath site, a central production and assembly plant, recently celebrated its tenth anniversary and the inauguration of a 25,000 m² extension.
SEW is not only a valued customer of psb, but also one of our major suppliers. With highly efficient IE5 drive systems and intelligent energy management, SEW supports psb solutions in conveyor technology as well as in our storage and retrieval machines and vertical transfers.
As part of the first phase of the plant expansion, we implemented a comprehensive intralogistics solution:
A two-aisle pallet warehouse with 3,520 storage locations, 65 m aisle length and 23.5 m height, operated by storage and retrieval systems (AS/RS). For the first time in a customer project, we have applied the new energy-saving PowerCaps energy storage system for AS/RS.
In addition, a six-aisle shuttle warehouse with 53 levels, two height classes, 90 shuttles, and a capacity of approximately 2,400 double cycles per hour, in which 120,000 container can be stored.
This is complemented by a sequencing warehouse with around 1,300 storage locations, 30 m aisle length and nine shuttles, directly connected to Eurodrive production workstations.
A special feature of this project is the installation of picking stations and finishing workstations with intermediate buffering and sequencing in the rotasort. This new system is a further development of our rotapick high-performance picking system for the dynamic and economical sequencing of load handling units (LHU), such as containers, totes, etc.
In the next construction phase, it is planned to extend the pallet warehouse by two additional aisles and to connect the conveyor system to the new production area for the winder shop (stator). This offers us another opportunity to expand our partnerships in beautiful Alsace.
Automated warehouse for CLAAS Tractor SAS in Le Mans, France
CLAAS Tractor SAS, member of the CLAAS Group and leading manufacturer of tractors, is expanding its factory in Le Mans, France, with a state-of-the-art automated high bay warehouse. With this installation, the intralogistics processes for a new production line shall be lastingly optimised. The warehouse, designed and implemented by psb, replaces the previously operated conventional floor-based warehouse in this area – a major step towards automation and digitalisation in production logistics. The objective of this modernisation is to boost the company’s growth and meet the increased requirements of the new production line.
Core of this project is a fully automated three-aisle automatic warehouse, equipped with sprinter type AS/RS stacker cranes for trays and totes by psb intralogistics. The new warehousing system has an impressive storage capacity of 22.500 load handling units and can achieve up to 250 double cycles in an hour. In this way, the required components are provided just in time, thus improving the flexibility and reaction time in production significantly.
Another key feature of the new warehousing system is the seamless integration into the IT infrastructure of CLAAS. The high bay warehouse is completely connected to SAP EWM (Extended Warehouse Management). This integration allows for an uninterrupted traceability of goods movements and ensures that the warehouse processes are perfectly synchronised with CLAAS’s higher level business processes, with the effect of greater transparency and efficiency.
By implementing the automated small parts warehouse, psb intralogistics has contributed to making CLAAS’s production logistics ready for the future. The high storage density and the automated processes allow the reduction of stock levels, which not only lowers inventory costs, but also minimises the logistical efforts.
The new high bay warehouse represents a future-proof solution for the production supply at CLAAS by combining efficiency, flexibility and scalability.
Successful project at STABILA: Automated microstore picking warehouse
psb has successfully realised an automated order picking warehouse for STABILA Messgeräte Gustav Ullrich GmbH, a leading manufacturers of precision measuring tools. When planning its new site, the long-established, family-owned company based in southwestern Germany relied on psb’s space-saving yet high-tech solution.
psb intralogistics implemented a space-saving microstore compact warehouse with one aisle and twelve storage levels, providing a total capacity of up to 1 184 totes (600 x 400 x 320 mm) – all realised on a footprint of only 60 square metres. The psb system is able to offer maximum efficiency and automation on a very small floor layout. The totes are routed fully automatically to a workstation at the front of the microstore, from where items are picked.
Future-proof technology for optimised processes
The microstore system is currently operated as stand-alone solution (»black box«); however, it has already been configured to be connected to a WMS (Warehouse Management System) that is yet to be implemented. This means that STABILA is not only perfectly prepared for the requirements of the present, but also for future challenges in warehouse logistics.
Advantages at a glance
High efficiency on very small space: capacity for up to 1 184 totes on just 60 square metres.
Future-proof technology: can be used as stand-alone system or in a wider system landscape
Precise stock overview: the microstore system continuously records the stored stock.
Access without walking distances: long distances are no longer necessary, especially when storing small parts.
Customised solutions for any kind of requirements
With the successful implementation of this project, psb has once again demonstrated how state-of-the-art intralogistics solutions can help companies to optimise their processes and at the same time enhance the working conditions.
Find out more about our customised solutions and how we can support your company.
10 years of business partnership between api and psb: growth achieved together
This year, IT distributor api GmbH and psb intralogistics are celebrating the 10th anniversary of their business partnership. In the year 2014, api decided on implementing psb’s state-of-the-art solutions for its new logistics centre in Baesweiler near Aachen. The requirements were clear: the new system had to be flexible and scalable to meet the dynamic needs of a growing business. Finally, a Multi Access Warehouse (WMS) shuttle system by psb was installed, which convinces with its flexible expandability both in terms of storage volume and throughput.
Since the warehousing system was taken into operation in 2016, api has benefitted from the most efficient automated warehouse on the market. The original configuration of the WMS with an aisle length of 140 metres, 26 metres in height and a throughput capacity of more than 2 000 double cycles per hour and aisle represents a highly efficient solution for automated warehousing.
Meanwhile, api has become one of the leading IT distributors and achieves an impressive annual turnover of over 1.4 billion Euros with a team of more than 800 employees. The high expertise of api’s staff and the wide-ranging network of more than 450 manufacturers and suppliers are the basis for the company’s long-term success. Under the leadership of sales expert Achim Heyne, api recorded continuous growth and was able to triple its annual turnover.
This growth in turnover also means increasing requirements for the intralogistics system. This is why a highly flexible concept was developed right at the start of the cooperation, enabling api to successfully manage this significant increase in turnover and the associated demands on the despatch logistics. The automated warehouse has grown from two to four aisles with over 120 000 storage locations for small parts. A state-of-the art pick & pack system ensures efficient handling of the despatch process. The automated carton handling, from erection to volume optimisation and closing of the shipping cartons, maximises the use of resources in terms of both material usage and workforce capacity.
With its four aisles, the high-performance Multi Access Warehouse achieves a total storage capacity of up to 12 000 double cycles per hour. In total 222 shuttles can access 128 000 tote storage locations. At the picking workstations, also supplied by psb, up to 2 200 orders can be picked per hour.
Thanks to clever planning, the compact layout design and the efficient use of the available space, all expansions could be realised without erecting new buildings.
The trust-based cooperation between api and psb is the foundation of this success story. Throughout the years, a close, friendship-based relationship has developed which benefits both companies. This anniversary is an inspiration for both partners to continue working on innovative solutions to support and boost future growth.
The partnership between api and psb is without doubt a success story that will continue in the future.
Automated high performance sorting system for flat pack goods
The psb crossbelt sorter transports and sorts many different types of flat pack goods: totes, cardboard boxes, parcels and shipping bags. Designed as a three-dimensional sorting system, the psb crossbelt sorter can be flexibly customised to meet specific requirements.
With this system, 12 000 items with dimensions of 100 x 100 mm to 800 x 600 mm and a maximum weight of 35 kg can be transported and sorted in an hour. A special type of the sorter is available to handle goods weighing up to 50 kgs, if requested.
Sorted safely and efficiently
The psb sorter with its flexible, three-dimensional layout with curved sections, ascending and descending sections, as well as the variable arrangement of infeed lines, outfeed and sorting sections is the ideal solution for a wide range of applications.
The articles to be sorted are transported on runner blocks that are equipped with belts aligned at right angles to the direction of travel. The items are automatically transferred via an infeed line onto the crossbelts of the runner blocks for transport. At the specified destination, the goods are transferred off the crossbelts.
Intelligently controlled by psb selektron
The high performance sorting system is controlled by the psb selektron intralogistics software. Thanks to the seamless IT integration, the articles are accurately routed to their outfeed destinations and ensures the smooth interaction of the upstream and downstream material flow components.
Unique feature of the crossbelt sorter: depending on the quality of the articles, their individual outfeed behaviour and the respective application, the destinations are designed accordingly. A combined operation for different purposes is also feasible, such as retail and e-commerce, or outfeeds onto conveyors for further transport to other work areas.
The intelligent energy management is another outstanding aspect of the psb solution: the energy is transferred to capacitors installed in the individual runner blocks and is used for energising the belts when taking over or dropping the goods. This technology ensures high system availability and low maintenance costs and finally requires less spare parts.
SEW-EURODRIVE is a leading manufacturer in the drive technology sector, with headquarters in Bruchsal and a production and service location in Graben-Neudorf, a town nearby. SEW-EURODRIVE has been operating psb intralogistics systems at both locations for more than 25 years.
In addition to the existing warehouses for production supply, SEW-EURODRIVE in Bruchsal wanted to centralise and automate the storage of other goods:
maintenance-related parts,
auxiliary and operating materials,
other, non-stocked items.
The system solution, a microstore compact warehouse, has been precisely designed according to the conditions and specifications of SEW-EURODRIVE, so that the available building space and height can be optimally used for the required capacity and performance. The new microstore is 21 m long, 8 m high and 4 m wide, with a storage capacity of 1,880 storage locations.
This lean warehouse solution includes a racking system with two vario.sprinter shuttles for storing and retrieving items, as well as a lift that transports the shuttle with the goods to the different warehouse levels. A lateral picking workstation automatically provides up to 40 totes per hour. Automatic storage is performed multi-deep in totes or trays with standard dimensions of 600 x 400 x 70/220 mm and a weight of up to 35 kg, depending on requirements.
The system is connected to SAP EWM, which was embedded in SEW-EURODRIVE’s IT landscape in cooperation with our partner HPC. Compared to manual warehouses, psb microstore offers decisive advantages for SEW: exact stock overview and control at all times as well as efficient goods access without walking distances.
psb intralogistics will implement an in-house system concept for FRICKE Group
psb intralogistics, one of the leading European suppliers of intralogistics solutions, will deliver the entire logistics system for FRICKE Group’s new logistics centre in Tholey. The location in the south-west of Germany offers ideal access to the markets in southern Germany, France and southern Europe. The high performance and flexibility in terms of utilisation and expansion were decisive factors in favour of the psb solution.
FRICKE Group, headquartered in Heeslingen, Lower Saxony/Germany, is the leading distributor of agricultural machinery, garden and municipal technology and commercial vehicle trade plus spare parts and components. With 84 locations, FRICKE is active in 27 countries.
The new logistics centre of FRICKE Group will have an impressive floor space of 80,000 square metres. This project will set a milestone in warehouse efficiency. Focus of the modern intralogistics concept is the very high degree of automation and the system technology that provides for a flexible extension in terms of storage and processing capacity.
“With psb intralogistics, we have found the right partner for realising this large and challenging project,” says Hans-Peter Fricke, owner and Managing Director of the FRICKE Group. “In addition to the convincing concept, the high level of vertical integration at psb was also a decisive factor for us. Most of the components for our future system will be designed, manufactured and programmed at psb in Pirmasens. This provides us with the necessary planning security.”
In the dynamic world of intralogistics, where every detail makes the difference between efficiency and stagnation, psb intralogistics presents an innovation for efficient zero-touch solutions in warehousing: a pocket sorter with automatically unloading pocket autopouch.
psb pocket sorter: efficiency and precision in one system
Intralogistics is more than just transport from A to B. In intralogistics, precision and efficiency are decisive factors for the smooth flow of goods. This is where the psb pocket sorter with its innovative overhead conveyor technology comes into play.
The psb pocket sorter combines the advantages of overhead conveyor technology with the diverse possibilities of flat-packed goods handling for shoes, shirts, or other items. This enables exceptionally fast and efficient buffering and sequential sorting of individual items. By using pockets to store the items, a wide variety of goods can be stored and buffered in one storage system.
psb autopouch – The future of pocket sorter technology
While unloading is carried out manually in conventional pocket sorter systems, the automatically opening and closing autopouch by psb requires no action by an operator. The autopouch is opened without stopping for automatic unloading. This can be done at almost any point in the system, allowing easy sorting into target containers or onto target conveyors.
A special feature of the psb system are the closing bars on the bottom edge of the transport pouches for precise opening and closing without the use of an additional closing station. This not only leads to a considerable increase in efficiency, but also to a significant reduction in effort and costs per unloading point. The only limits here are the dimensions and weights of the items to be sorted.
Versatile applications in the storage process
The new autopouch considerably extends the range of applications for the pocket sorter. It can be used not only as a picking sorter, possibly with returns buffering, but also as a dispatch sorter. The combination of both functions in one system can also be realised which achieves interesting synergy effects, such as the consistency of the system landscape and the reduction of costs.
Compared to all other piece goods sorters used in goods despatch, the autopouch pocket sorter has a significant advantage: the buffering option. After the pouches have been loaded, the goods can be sorted directly or buffered in designated lanes before sorting, e.g. until all items belonging to an order have been dispatched. If this is the case, the corresponding pouches are automatically removed from the buffer lanes and fed into the sorter loop. Each pocket can be opened above any conceivable destination, whereby any number of destinations can be lined up very close together.
The buffering option in order picking and dispatch preparation, for example, enables these tasks to be decoupled from the complex management of cut-off times in outgoing goods. This allows intralogistics processes to be further optimised and costs to be reduced.
Moving forward with future-proof intralogistics
The autopouch from psb intralogistics sets new standards in pouch sorter technology. With its versatility, efficiency and ability to integrate seamlessly into existing processes, the autopouch is a valuable tool for a wide range of intralogistics solutions.
The autopouch pocket sorter is a high-performance intralogistics system that is particularly interesting for industries with sorting, buffering and dispatch tasks, such as e-commerce or mail order. In addition to its specific advantages, the psb system is also a more cost-efficient solution compared to classic goods sorters.
If you would like to find out more about the autopouch system from psb intralogistics and how it can optimise your intralogistics processes, please do not hesitate to contact us. Send us a message via our contact form and let’s shape the future of your intralogistics together. Take the first step towards more efficient intralogistics – with psb intralogistics and the brand new autopouch technology.
DefShop was founded in 2006 and, with almost 250 employees, is now one of Europe’s largest online stores for streetwear as well as hip hop clothing. In addition to basics like hoodies, jeans and shirts, DefShop also offers hip accessories like caps, belts, bags, jewelry and sunglasses.
The assortment comprises over 22,500 items from about 350 brands, such like Adidas, Nike, Off-White Alpha Industries and many more.
At the DefShop site in Berlin Ludwigsfelde, in the south-west of the German capital and not far from the new BER airport, the articles at present are still stored in manually operated shelves and picked and packed manually. Currently, only the floor-level space in the existing building is well utilised, but not the available height of the hall.
In the course of the product range expansion and the integration of further partner companies, a large mezzanine system is established and additional racks for storage and order picking are installed. The centerpiece of the intralogistics extension will be a pouch sorter system, with the related packing stations, for consolidating and sorting the orders.
With this new concept, items will be picked in batches and fed into the psb system at the pouch loading stations. Single-item orders can then be routed directly to the packing stations, orders comprising several items are buffered in buffer cycles, and when all items for an order are available in the system, they are consolidated and directed in sequence to the packing stations.
The system is designed in such a way that further expansion stages can be realized to be equipped for future tasks and the expected growth.
»How can we supply our growing online platform and our 400 stores efficiently?« This question Blokker asked itself before entering the planning phase of a new order picking system for the retail store operations. The solution was a rotapick system by psb!
Double challenge: retail store operations with growing online platform
Blokker has been turning the streets orange since 1896 and helps people with more and more possibilities for a clean, tidy and fun home. The range of products comprises almost everything for household and garden as well as electronics, toys and drugstore articles.
In addition to more than 400 stores, Blokker has a large online platform. The web shop offers a very wide range of products, both that are also available in the stores and a wider range through more than 300 external sellers.
New solutions for an optimized flow of goods
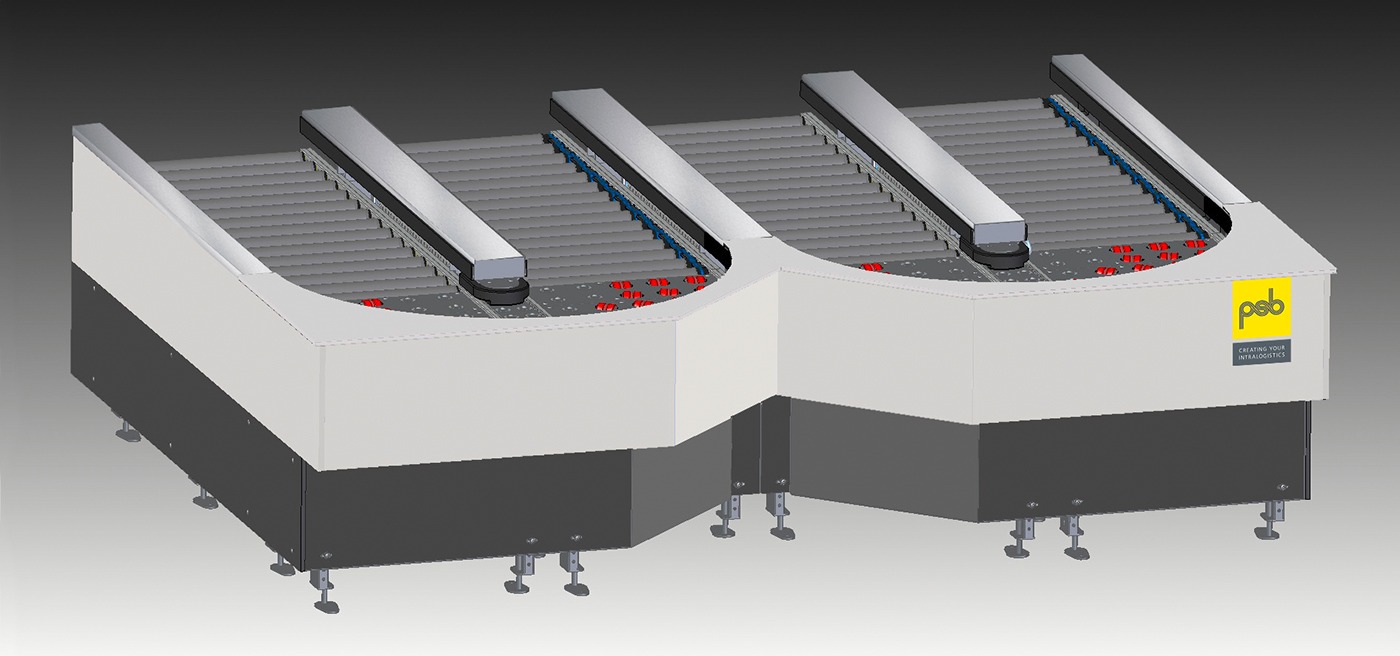
At six rotapick picking workstations, the articles will be picked directly from the source totes into order totes. The advantage of this system solution is that the items only need to be touched once for picking. Furthermore, there are no walkways, as the source totes are transported by conveyors directly to the picker. This way, as many orders as possible can be handled efficiently with as few staff as possible, and up to 180 shops can be processed at the same time.
In a downstream vario.sprinter shuttle warehouse, remaining quantities and C-items can be temporarily stored and transported back to the rotapick goods-to-person work stations when they are required.
Here again, Blokker relies on a system solution from psb. This warehouse concept is characterized by its modular expandability with outstanding performance and capacity, thus offering maximum flexibility for future growth.
The material flow, warehouse management and web-based dialogues at the workstations are controlled by the psb selektron software system.
Prepared for the future
With the revised workstations and the connected shuttle warehouse, Blokker consolidates its already strong position in retail. Thanks to workstation solutions by psb, goods will be picked more efficiently in the future, and with the psb shuttle warehouse the load on the existing facility will be reduced.
With this psb installation the warehouse of Blokker is ready for it’s current transformation from a retail warehouse into a logistics service provider distribution center.
The implemented psb control software efficiently manages both the storage and the six rotapick workstations.
CEWE is one of Europe’s leading companies for photo services. With the brand’s well-known products such as the CEWE photo book as well as wall art, calendars, photo prints and a variety of photo gifts, the company offers a wide range of high-quality products.
With about 4,000 employees and the very latest in printing technology, CEWE ensures that billions of photos and millions of CEWE photo books and photo gifts leave the production sites every year, reaching over 20,000 retail partners plus end customers in a total of 21 European countries.
At the CEWE Foundation’s headquarters in Oldenburg, which is also the largest production site, own products are manufactured and, in addition, items from sister companies (14 production sites in total) are delivered, which are sorted and dispatched to the assigned retail partners and end customers.
To be able to handle this process more efficiently, psb implemented a pouch sorter in the outbound goods area, where the articles are first buffered and consolidated. If a customer order contains several items, these may be produced at different times, while others are delivered by a sister company. As soon as all items for an end customer are available in the pouch sorter system, the pouches are withdrawn from the buffer carousel, then sorted and sequenced to a packing station. In this way, each end customer usually only receives one parcel, even though several and, in some cases, different products have been ordered.
The procedure is similar for the assigned retail partners and sister companies, for whom items are also buffered and then packed into a shipping carton.
The volume of orders is particularly high in the run-up to Christmas, as many families are keen to find a photo book with great memories under the Christmas tree. To make this happen, the psb system not only has to be very fast, but also highly available, as CEWE’s advertising promise is »ordered by 18 December and still received in time for Christmas«.
Especially in the beginning, a fully automated storage system often seems to be too big or too expensive. This is why many companies decide to work with manual or semi-automatic warehousing systems.
But there are also solutions that have been specifically developed to provide cost-effective goods or production warehouses with low space requirements – automatic and without long walking distances. Thanks to a simple and ergonomic operating concept via a central workstation, automatic compact storage systems effectively simplify the storage process and offer flexible options for reducing the amount of work involved in the storage process.
Modern shuttle systems enable a lean entry into the »goods-to-person system« and offer a powerful and ergonomic solution for the start into the automated system world. Modern compact warehouses offer an excellent stand-alone solution, but can also be easily integrated into an existing system landscape. This way, a wide range of applications can be covered today, from automatic spare parts storage and tool storage to fulfillment solutions.
Compact and yet powerful: The psb microstore
The compact storage system by psb is especially designed to offer a reliable and cost-effective solution for fully automated storage technology on a small floor layout. The microstore consists of a racking system, a vario.sprinter shuttle and a lift, which transports the shuttle with the goods to different levels.
Starting at approximately 11 meters in length and 3.5 meters in height, the microstore offers a fully automated alternative to conventional storage systems. With 500 to 3,000 storage containers – depending on the size –, the most diverse storage requirements can be mapped. At the picking workstation, arranged on the side, up to 150 totes per hour are automatically provided.
You are currently viewing a placeholder content from Vimeo. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
Designed as stand-alone system, the compact warehouse can be conveniently operated according to the »plug & play« principle via a single computer, which can be used to intuitively control storage and retrieval as well as inventory management by means of a touchscreen. In addition, the automated warehouse can be integrated into a complex system landscape. We offer integration with SAP and other enterprise resource planning systems as standard.
Thanks to this flexibility, the microstore convinces with a wide range of tasks and applications.
At psb, the sustainable way of thinking is firmly established: under our »green efficiency« label, we have summarized already for many years all aspects of green logistics. From our production site in Pirmasens to our innovative intralogistics solutions, we are committed to developing and advancing green technologies.
Efficient energy conversion and careful selection of materials
Efficiently designed system solutions are one of the keys to »green efficiency« at psb. By carefully selecting materials and using lightweight materials, such as aluminium, in our systems, we save weight and thus keep energy consumption as low as possible.
A modern AS/RS stacker crane, for example, requires just 1.6 kilowatts per hour of operating time. A vario.sprinter shuttle consumes as little as 0.15 kilowatts per hour. In comparison: the power consumption of an AS/RS stacker crane is roughly equivalent to that of a standard hair dryer, and that of a shuttle to that of a television.
The intelligent use of kinetic energy is another key step towards energy-efficient plants. We store the kinetic energy generated during the deceleration of shuttles, AGV or stacker cranes and convert it back into usable energy. That is done by feeding back energy into energy storage units (supercapacitors) with virtually no losses. This innovative technology enables potential savings of over 50 % and thus effectively helps to keep electricity consumption low.
In order to minimize power consumption, we pay attention to completely separable areas when planning the overall system in a process-oriented approach. So, in a Multi Access Warehouse, for example, several conveyor elements can be completely shut down during off-peak periods without affecting the access to storage elements. This not only optimizes energy consumption, but also improves operational efficiency.
Self-generated energy and clean mobility
Our commitment for sustainability is also reflected at our headquarters in Pirmasens. With photovoltaic systems and our own combined heat and power plant, we generate about 75 % of the energy required in our production facilities. This way, we are able to save around 600 tons of CO2 per year.
This way, we save around 600 tons of CO2 per year. This corresponds to the amount absorbed by approx. 50,000 trees.
Along with our production and office buildings, our own charging stations are powered as well. There, our employees and our visitors can charge their electric vehicles for free.
Sustainability as our mission
Our »green efficiency« approach reflects our conviction that sustainability and profitability can go hand in hand. At psb, we are proud to develop solutions that not only meet today’s and tomorrow’s intralogistics needs, we also protect the environment and future generations. Our commitment to sustainability spans across all our activities in order to create innovative and green solutions in intralogistics.
Efficient space for growth: focus on scalability in automated warehousing systems
Scalability is an important issue for many emerging companies. Even the best ideas and business models can stagnate if they are unable to keep pace with growth. Scalability is the crucial step in turning a promising vision into a thriving reality.
But there is one aspect that often does not keep pace with the increasing success of the company, or only with great difficulty: the warehousing system. And this is exactly where e-commerce and retail in particular are often faced with the decision: Do I risk my existing warehouse no longer being sufficient in terms of speed or capacity in a few years and thus becoming a bottleneck, or do I set up a warehouse that is “too big” and initially generates higher costs without direct added value?
This article focuses on approaches to establishing warehouse systems efficiently and in line with the business growth, and the factors that need to be taken into account.
The dilemma of optimal warehouse size: Between performance, capacity and costs
Choosing the right warehouse size is not easy for a company. A warehouse that is too small, or a solution with insufficient merchandise turnover rates, may result in orders and contracts not being fulfilled on time and customers being dissatisfied. A warehouse that is too large, on the other hand, carries the risk of generating higher operating costs due to unused capacity.
The company’s expectations for the future also play a major role in planning a warehouse. If I expect growth, the warehouse must still function optimally in a few years. At the same time, however, the costs of the project often increase.
Successful concept: Adaptive intralogistics systems by psb
With scalable solutions, the problems in warehouse planning can often be reduced or even solved completely. With the Multi Access Warehouse concept, psb enables the extension and adaptation of the warehouse system to the operational requirements.
This state-of-the-art shuttle system is fully adapted to the customer’s needs. Performance and capacity are planned to suit, and unnecessary costs are avoided. Thus, even starting with a few storage aisles or only a few shuttles makes sense in achieving fast and automatic order processing.
If, with growing business success, a higher output or more capacity is required, psb offers cost-effective and seamlessly integrable extensions for the already existing warehouse.
To achieve a higher performance and thus increase throughput, several shuttles per aisle can be integrated easily. This way, each storage aisle can be served by just a single shuttle; yet, several shuttles can move on a level as well in order to carry out a multiple of storage processes. At the same time, picking workstations can be integrated so that the increased performance in the warehouse can be processed there accordingly.
If a higher storage capacity should be needed later on, the intralogistics system can be expanded at any time. Thanks to an adaptive control system, more storage aisles can be easily integrated, or existing storage aisles can be extended. If the space conditions on site are insufficient, the storage system can also be split over several halls with an appropriate conveyor system.
Conclusion: Scalable warehouse systems – the future of warehouse management
In a world where companies are constantly growing and developing further, the importance of scalability in intralogistics is becoming increasingly apparent. An inefficient warehouse system can quickly lead to bottlenecks and cause increased costs. But thanks to innovative logistics solutions, such as the multi-access warehouse by psb, such issues can be avoided.
The adaptability of modern systems to a company’s current and future requirements can reduce concerns about insufficient storage capacity or performance. This allows companies to effectively control costs while ensuring high customer satisfaction.
Die Erfolgsgeschichte des Multi Access Warehouse von psb zeigt, dass die Zukunft der Lagertechnik in der Anpassungsfähigkeit liegt. Die flexiblen Möglichkeiten, das System bei Bedarf zu erweitern, verleiht Unternehmen die Sicherheit, dass ihr Lagerbetrieb stets reibungslos abläuft.
Successful first roll-out of the new psb selektron WMS
We have now reached the next milestone in the renewal of our selektron WMS: the first-time implementation in customer projects.
The comprehensive revision of the selektron WMS includes on the one hand an update to the latest web technologies. In addition to platform independence, this means in particular easier use on mobile devices.
The second focus is on optimising the operating concept with modern, clear control screens and the objective of simplified operability. Clearly structured function masks, especially in combination with guided user dialogues, increase the process reliability, reduce the error rate and ensure a higher working speed.
We are very pleased about the entirely positive feedback from the first users among our customers regarding the course of the project and the UI-/UX design. This is a great acknowledgement for our development team.
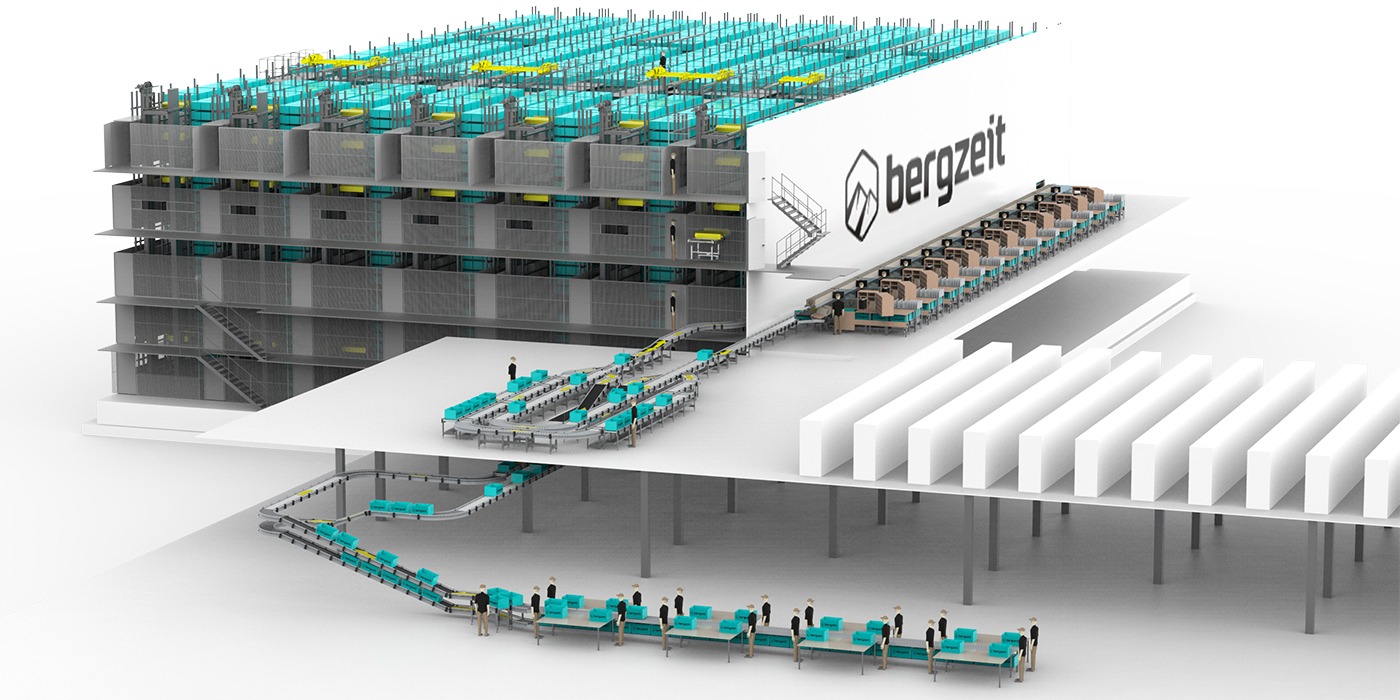
Bergzeit GmbH is a German retailer for outdoor and mountain sports equipment. The company, which is based near Munich, also organises adventure tours and courses. In addition to its own online store, where outdoor enthusiasts can select among more than 40,000 articles, the company operates two stationary stores.
At the Otterfing site, until now all goods had been stored manually in the existing warehouse and picked manually from shelving. The company’s growth in recent years, however, had pushed the capacity and performance to a limit that did not allow for further growth.
.
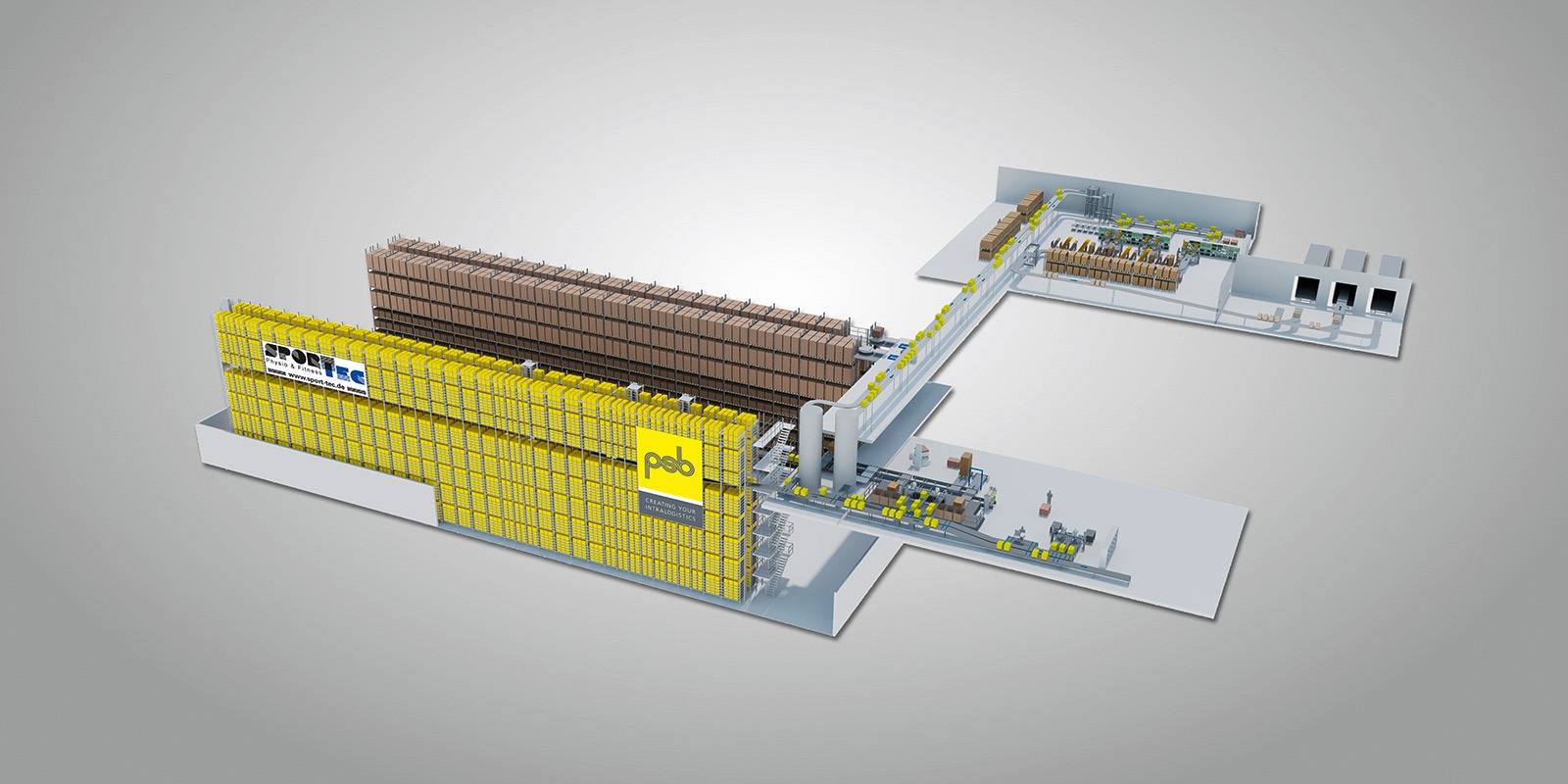
As the available space is very limited, with only little room for a new building, our patented Multi Access Warehouse convinced Bergzeit to realise the expansion project with psb. With our concept, the space available in the new facility is utilised in the best possible way.
psb implemented a 7-aisle shuttle warehouse with 55,000 tote locations arranged laterally on a platform. High-performance conveyors connect further processing areas as goods-in and returns processing directly with the storage system. This intralogistics solution allows to have up to 1,000 parcels per hour ready for dispatch.
Besides the patented Multi Access Warehouse solution and the efficient utilisation of the building, the ecological sustainability of the plant was decisive for Bergzeit to realise this project with psb: all systems save energy and resources through the use of capacitors and energy recovery. Likewise, during the production of the systems at psb, approx. ¾ of the required energy is generated sustainably.
The new speedpick by psb intralogistics is an economical and powerful 1:1 order picking solution that completes the psb picking systems portfolio for various performance and handling requirements.
A key advantage of this »goods to person« workstation with one source and one target is that there is no walking time during picking. It suits perfectly for operations in the retail sector as well as for e-commerce and omnichannel applications.
The tote stop positions of both, source and target totes, are at a 45° angle to the operator. The respective presentation of both totes on the roller conveyors plus the optional adaptability of the working height provide ergonomic relief for the operator.
The physical proximity of source and target as well as their fast supply and evacuation with totes allow picking rates of up to 600 picks per hour. The respective picking order with article and number of items to be picked is displayed on a screen. And finally, the powered swivel roller technology used in the workstation offers a high level of functional reliability.
psb establishes highly flexible logistics center for Rhenus
Rhenus Group, based near Dortmund/Germany, is one of the leading international logistics service providers with a global network. In 2019, the group recorded sales of 5.5 billion euro and employs over 33,000 people at more than 750 locations across the world.
Details of the intralogistics solution
In August 2020, Rhenus took over the dispatch logistics for a lingerie and swimwear specialist in the B2B sector (store supply). For this purpose, psb installed at the Eisenach site a conveyor and warehousing system as Multi Access Warehouse including the order picking, packing, goods-in and goods-out. The small parts warehouse has a capacity of approx. 175,000 storage locations for flat-packed goods, with a performance of 1,500 double cycles/hour in the first implementation stage. Modularity, flexibility and scalability in performance and capacity played a decisive role in planning this concept.
Special features of the warehousing system are the vario.sprinter flex shuttles as well as a racking concept with variable configuration of storage locations. With their width-adjustable gripper arms the shuttles can store load carrying units (LCU) of different lengths and widths. That way it is possible to handle different LCUs on the same warehouse level or even at the same storage location which additionally increases the flexibility and efficiency of the warehouse utilization. The type of LCU can be changed during the entire lifetime of the system without any particular effort.
In addition to order picking with rotapick units, the areas VAS (Value Added Services), packing goods-out and goods-in are flexibly integrated into the overall system. Returns processing is also located in the goods-in area.
Besides the initial utilization, the conveyor and warehousing system can be flexibly adapted to changing business processes. To ensure the sustainability of the plant, especially with regard to performance and capacity, the foundations for possible future modifications and expansions were laid right from the start. An extension concept is currently being planned, so that also the first customer’s B2C business might be handled from 2021. The warehouse will be used for other customers at that location as well in the future.
EMP is a German merchandising enterprise located in Lingen. Retailing mainly through its own online store www.emp.de, the company sells recording media, fan articles, apparel and accessories related to rock and metal bands, gaming, movies and TV series. EMP is part of the New York-based Warner Music Group, one of the three largest music labels in the world.
As the company has been growing rapidly for years, its central logistics has had to be constantly expanded. According to the statement of EMP, the combination of large storage capacity, efficient order picking and independence from SKU profiling were the reasons for establishing a large, high-performance shuttle warehouse.
The extraordinary features of our patented »Multi Access Warehouse« convinced EMP to realise the project with psb. A 10-aisle shuttle warehouse will be implemented, with more than 180,000 storage locations and a capacity of 3,600 double cycles per hour. Internal lifts, arranged in two rows, will connect in total twelve multi-order picking stations.The current plans already take into account that the shuttle warehouse can be doubled in the next three to four years.
From its »Schiene« profile to entire assembly systems – the innovative ideas and high-quality assortment of Schluter-Systems KG have turned the company into the market leader for tile installation products. With over 1,800 employees across Europe, the U.S., and its seven subsidiaries, Schluter-Systems has been setting national and worldwide standards.
To be able to serve the increased demand for the ever-growing product range reliably and quickly in the future, the company decided to establish a new logistics center. At the site in Iserlohn (Dortmund), a new building was erected for the storage of rails and small parts.
All small parts will now be stored automatically in a miniload warehouse, which is operated by psb runloader AS/RS stacker cranes. The two-aisle warehouse with a height of more than 24 m and approx. 35,000 storage locations is directly supplied by the production. Retrieval and picking are carried out at workstations, which in two logistics levels serve different order structures. psb has not only provided the customer with a very compact and efficient logistics solution; this highly dynamic installation also meets the high requirements for the warehouse access. Despite the Corona crisis, the system was handed over for operation as scheduled. Schluter is now working with a highly-efficient warehousing system for small parts supply of the corporate companies – ready to face the future.
Automatically loaded supply trains allow for increased efficiency in assembly supply
Dornbracht, Hersteller hochwertiger Design-Armaturen und -Accessoires für Bad und Küche, hat psb intralogistics als Partner ausgewählt, um eine effizientere Versorgung seiner Montage zu realisieren.
Besides the conclusive concept, the long-term good cooperation of both companies was an important criteria to decide in favour of psb as partner in the project. Another major point is the end-to-end connection to the small parts storage, which was supplied by psb as well.
On the basis of the requirements specified by Dornbracht, a concept was developed in close cooperation between both companies. One part of the solution is the automated order picking station with integrated loading and unloading station. The other part consists of transport carts with racks for bins; these carts are connected to form tugger trains.
With this station, Dornbracht could increase the flexibility of the assembly supply and speed up the supply procedure. In addition, the order control process became more transparent. Operations at the manual picking workplaces were reduced, so that a third shift could be saved, which at other times had been inevitable.
The material to be picked includes all items, which from their size fit into the transport and storage bins of the small parts warehouse. The material is taken out of the warehouse (installed 2010 by psb intralogistics) and is either transported to the manual order picking workplaces, or to the station respectively.
The station presorts the bins automatically to six sorting lanes. Each buffer lane has a capacity for nine bins; by block discharge they move at short intervals to the loading station. If the material for one production order is complete, the station pushes the bins (three rows above each other) onto one of the transport carts. In supply trains, the loaded carts are brought to the respective destinations.
If in the assembly area all required items have been removed, the empty bins are pulled from the carts and stacked at the station. Bins with a residual stock remain on the cart, which by the pulling vehicle is guided back to the station. At this point, the logistics worker transfers the bins to the conveyor system. The carts move to an automated unloading device, which identifies the bins and pushes them to the return track leading to the small parts storage. By a weighing process, the station synchronises the quantities.
psb Pouch Sorter operated in multi channel distribution
Considering psb’s long and comprehensive experience in overhead conveyor technology, the company consistently works on furthering its technology developments. The latest innovation in the psb product portfolio is the pouch sorter system.
With a pouch sorter, nearly all product groups can be buffered, transported and sorted utilising a highly effective overhead handling system. The pouches are conveyed by the psb micro trolley system mtr for the transport of single items, with a very high degree of performance and economic efficiency. For the handling and distribution of traditional flat-packed items, a pouch is attached to a micro trolley; this pouch can then be loaded with the article to be sorted.
A global logistics provider has placed an order with psb for the implementation of such a pouch sorter system. This psb intralogistics system installation will be used in handling the multi-channel distribution in Germany on behalf of an internationally successful premium fashion label.
In addition to a static storage for hanging garments, a large shelving storage for flat-packed items and accessories will be set up. The merchandise for both, store supply and e-commerce, will be picked from these warehousing facilities and routed to the pouch sorter. The merchandise is sorted according to the respective stores and, by means of a matrix sortation, to the relevant e-commerce orders.
The main benefit of this solution is that hanging garments, flat-packed items and accessories can be conveyed, sorted and routed to the relevant packing stations utilising one single system installation. After the sorting process, the orders are packed and sent on pallets to the stores, or mailed in parcels directly to the end customers respectively.
The decisive factor for the award of this order was psb’s extensive product range: the overhead conveyor technology, the floor conveyors for cartons and the associated IT systems are provided by psb – another end-to-end intralogistics project from a single supplier.
The modular system structure allows to adapt or extend the facility, at any time in the future, thus being able to react to changing market demands. Such measures could be carried out also during ongoing operations. Through the excellent and close co-operation with the customer, already in an early phase of the project, a concept for the most suitable intralogistics solution has been established.
Flexible linking of processes by Automated Guided Vehicle system AGV
Flexibility – scalability – adaptivity, these are significant criteria in order to ensure the successful operation of an intralogistics system installation in the long run. At psb, this is true for the AGV fleet and all other system modules.
Already since 2009, Vet-Concept, a mail-order supplier of high-quality pet food, has been relying on intralogistics by psb. Meanwhile, through the positive corporate development, a number of extensions have been implemented successfully.
The latest extension steps became necessary due to an increase in capacity, plus the addition of a new dispatch building. The order by Vet-Concept comprises the delivery and implementation of forklift AGVs for the flexible linking of two filling stations for feed bags, and downstream areas.
After filling, the feed bags are stacked up to 2 m high and, with a total weight of 500 kg, on euro pallets. The AGVs take the pallets at the end of the filling track and transport them to the company’s warehouse or the dispatch area. There, the pallets are automatically arranged in batches, in dispatch lines.
The forklift vehicles, chosen by psb out of its portfolio for AGV systems, were specifically adapted to the requirements of this project. Lift height, transport capacity and battery power were combined in a way that the battery capacity is sufficient for an entire working day. Thus, no »replacement« vehicles during charging and maintenance are needed; all vehicles can be permanently in operation. For the charging process, the battery remains in the vehicle, thus reducing the handling process, and keeping the costs for batteries (and battery chargers) at a minimum.
The AGVs are guided by a laser navigation system. A rotating laser head determines the location and the course. This technique requires no floor installations, thus being less expensive, and allowing for easy changes or extensions of future AGV routing.
AGVs have long been a useful addition of the conventional materials handling technology for the flexible linking of production and distribution processes. In the context of »Logistics 4.0«, which stands for flexible, intelligent and decentralized controlled systems, AGVs have gained in importance. So it is very advantageous that psb has a very long experience with such systems and their integration into complex intralogistics solutions.
psb intralogistics often takes specific requirements in a customer’s project as an opportunity for new developments and the extension of its own product and systems portfolio. This was also the case in the systems solution for api Computerhandels GmbH.
Due to the requested very high throughput rates and non-standard dimensions of the transportation units, psb has significantly improved all components of its materials handling technology.
In the two-aisle shuttle warehouse, implemented for api in a first extension step, there are three entry points for the conveyors. With more than 100 shuttles and 12 lifts, 2,500 transportation units are handled per aisle and hour, i.e. a total warehouse performance of 5,000 units per hour.
In total 6 rotapick high performance order picking systems are fed by two conveyor loops. In this project, totes with the special dimensions of 680 x 530 x 220 mm have to be transported. These special totes can be conveyed with an hourly performance of 2,900 transportation units in both loops. In addition to this, a modified version of the conveyor system for the mixed handling of the above described special totes and transportation units of 800 x 600 mm is operated.
This innovation, like every development at psb, underwent rigorous quality and performance tests before it has handed over to the customer for operation. All new components had been »put to the acid test« for several months in a large test installation, which was set up in the psb Technology Center.
In the next step, the newly developed conveyor technology will be adapted to the handling of standard totes with a dimension of 600 x 400 mm. With these totes, a throughput rate of more than 3,000 transportation units will be achieved.
psb extends the assembly line of the motor production for DB Schenker
At site Salzgitter, DB Schenker Logistics supplies the assembly line for the engine plant of a big German automobile manufacturer with a bespoke solution from psb Intralogistics, Pirmasens. Already, after two successful years, a comprehensive extension of this system is now in the starting blocks.
The increased demands of the automobile manufacturer required the extension of the functional areas »highbay storage« and »automated small parts store«. With the increase of capacity and output, DB Schenker is able to arrange, optimally, the processes of the plant future supply.
The functional area, highbay storage, built in a silo construction, supplies the assembly lines with large load carriers. It also serves as replenishment storage, for the automated small parts store and buffers the empty large load carriers, which return from the production line. The 9-aisles highbay storage, with a two-storied pre-zone, comprises of more than 25.000 compartments.
With the now realized extension, a new hall will be connected to the existing highbay storage, where the tour preparation, for the large load carriers and for the empty bin handling, will be handled in future. Furthermore, the highbay storage will be extended with four loading and unloading stations at the ground floor, six preparation lanes at the upper floor and additionally a conveyor connection from the upper floor into the ground floor, for empty large load carriers.
The functional area »automated small parts store« guarantees the just-in-time-supply of the assembly lines, with small load carriers. Considering the given bin mix, the existing 5-aisles automated small parts store will be extended in a new hall with further five aisles. Thus, the small parts store reaches a low six-digit compartment number as a total capacity. Here, the large load carriers may be stored double-stacked with different basic measurements of 300 x 200 mm, 400 x 300 mm and 600 x 400 mm.
The extension of the conveyor technology has been designed in such a way, that every area of the small parts store is reachable from every goods-in station. Additionally, each of the four existing and four new stations can be supplied from both small parts store areas. Thus, a very flexible with resilient designed system utilization is realized.
In order to react flexibly to added increasing performance requirements, a further extension of four further small parts store aisles with additional stations, for the tour preparation, is already an inherent part of the system design.
We have been experiencing a robotics hype in intralogistics in trade magazines and at trade fairs for several years. Most of them are classic six-axis articulated robots, which are looking for their way out of production and into logistics. The goal: fully automatic picking of small parts. The main driver for this development is the lack of manpower.
The great challenge in automatic order picking is not a technical component such as the robot or the gripper, but the design of an economical overall process. Since robots can only handle a part of the articles in a range of products, two parallel flows are generated in the material flow and thus create challenges in terms of material flow, inventories, synchronization and consolidation.
In 2020 we have met this challenge with the development of the autopick. The system, a fully automatic solution for the picking of single items, consists of the core components vision, robot, gripper as well as the IT system of the overall system.
The vision system detects grippable surfaces on the objects in the source totes and calculates gripping points and collision-free paths for the robot. This enables the robot to grip unknown products from bulk material with vacuum cups and to gently place them into the target tote, preferably in the area with the lowest filling level. A teach-in of the individual products is not necessary.
The multifunctional gripper can be individually designed for a wide variety of articles with a wide range of packaging units. Over time, the system learns which of the various grips works best for the respective article.
The achievable picking performance for a reliable system strongly depends on the properties of the gripping objects and ranges between 300 and 500 parts per hour. In summer, the autopick test set-up was completed in the psb technology center, where we further develop the system and carry out gripping tests with customer articles.
Already for 20 years api Computerhandels GmbH has supported more than 10,000 specialist retailers and wholesalers as well as industrial enterprises in the IT sector. The product portfolio comprises of approximately 45,000 products by notable manufacturers. api’s strong growth, and the company’s performance promise to always offer the right products and solutions at the most reasonable prices, required the complete realignment of the intralogistics organization.
The extraordinary performance of the selected approach, the flexibility during the planning procedure and the adaptation of the solution to the customer’s wishes (and demands) were the main factors for placing the order for an automated small parts warehouse in conjunction with integrated high-performance order picking with psb intralogistics.
The small parts warehouse will be realized as two-aisle Multi Access Warehouse with level-bound shuttles. Being more than 140m long and about 20 m high, with 51 levels and double-deep storages, the facility has a capacity of 60,000 storage locations. Special containers of 680 x 530 x 120/220/320/420 mm and large containers of 800 x 600 x 220 mm are stored. The warehouse is divided into six different compartment heights.
The patented psb Multi Access Warehouse with internal lifts is the optimal solution to transport the exceptionally high number of totes, provided by over 100 shuttles, to the order picking area. Each lift is equipped with two load handling devices; each of them can handle two bins. 2,500 movements of bins can be handled per hour in each aisle. This rate can be increased to 3,750 devices per hour. Six high-performance picking stations (type rotapick) are directly connected next to the warehouse with two conveyor loops, supplying a throughput of 3,000 bins per hour per loop.
This intralogistics project has various specific features: Due to the length of the aisles, several shuttles are employed on the same level in an aisle. At the end of each aisle, additional shuttle lifts provide for the load-dependent distribution of the shuttles in the aisle, in order to be able to react to any order situation. High-performance conveyors move the differently size bins and shipping cartons as well as large appliances to the individual workstations.
Still during the implementation phase, psb received an additional order for providing the entire conveyor technology and more than 60 inbound, packaging, replenishment and outbound workstations.
The customer orders are processed in interaction with the supervisory ERP system Fuman (»Future Management« by Continue Software GmbH). This system also coordinates the interplay with the connected pallet warehouse. Here, the psb selektron software package organizes the warehouse management, the material flow and the order picking functions. selektron also includes the SCADA visualization system.
For many years already, psb intralogistics has provided its customers a reliable support with an own 24/7 service readiness: The operators of our systems can rely on receiving immediate support from one of our engineers in the event of a disturbance – whether day or night – so that the problem will be solved as quickly as possible.
»Live« at the side of our customers
Our service engineers use a tool that brings them even closer to our customers around the world. TeamViewer Assist AR. The app from a renowned provider enables the connection between the customer’s service crew and our service specialists via video call.
Once the secure connection has been established, a live video stream is created with the integrated camera, so that the psb service team can directly view the situation on site. By means of »Augmented Reality«, it is also possible to set markers in that livestream. Such markers remain at the assigned position, even if the end device is moved. This allows instructions to be visually highlighted and annotations to be inserted directly into the live video stream.
With this tool, the psb service team is able to eliminate disturbances even faster and more efficiently, or to provide support in the operation of the system: just as if the psb service engineers were »live« on site!
Easy, fast and secure
Our customers can use the TeamViewer Assist AR app with any standard mobile device with an Android or iOS operating system. The app can be loaded down easily and securely from the respective app store; it is not necessary to purchase any licenses nor to sign up for a service to use the app. Thus, this solution can be used right away, and our customers do not have to keep any additional expensive end devices available.
myToys.de, an Otto Group company based in Berlin, operates 17 retail stores and an online store with more than 400,000 products for children and families. With a total turnover of over 670 million euro in the financial year 2018, myToys is one of the leading e-commerce companies in Germany.
In view of the continuous growth and the ever increasing product range, a new buffer and order picking warehouse for returns should be established in the central European distribution center in Gernsheim (greater Frankfurt area).
With its patented high-performance »Multi Access Warehouse« shuttle solution psb stood out against several other competitors and in May 2018 was awarded the contract to realize the new shuttle warehouse.
The warehouse is used to buffer incoming returns – mainly toys, clothing and shoes – and to reduce during order picking pick times and error rates by, for instance, an article image displayed on a screen. myToys describes picking of the correct article from the tote with the psb system solution »as easy as child’s play«: even temporary staff can be employed at the plant after only a very short training period, in order to be able to use the facility around the clock during the phase with the highest turnover before Christmas.
The system, comprising seven storage aisles and more than 100,000 storage locations was installed in a little over a year and could be handed over to the customer at the end of September 2019, just in time for the Christmas business.
At the 12 order picking stations, more than 2,000 of the ordered Christmas gift packages for the children are prepared for dispatch every hour, to bring a glow to children’s eyes at Christmas.
Mayoral continues to expand with intralogistics by psb
Two years after the start of operation of the new Mayoral distribution center, psb intralogistics implements for the Spanish company, in a second construction phase, the extension of the storage capacity and an enhanced performance of the ultramodern shuttle warehouse.
The very positive business development of Mayoral, one of the leading companies for kids fashion in Europe, and the steady expansion of the e-commerce business have been the decisive factors for the early extention of the highly dynamic distribution center. With the high-performance logistics system provided by psb, now 9,200 sales points in 75 countries are supplied from one single distribution center in Spain.
The major components of the extended integrated intralogistcs system are a shuttle warehouse (18 aisles) with 96 vario.sprinter shuttles and 16 rotapick high performance order picking modules. In the warehouse, covering an area of 5,000 square meters and with a height of 20 meters, 190,000 cartons and totes, of sizes between 600 x 400 mm and 800 x 600 mm, are stored on 32 levels.
In the warehouse, both, complete and opened article cartons are stored, and complete and already started order cartons are buffered. Three pre-zones, which are arranged above each other, allow for an uninterrupted and therefore extraordinarily efficient material flow between the warehouse and the order picking area.
At the dynamic rotapick systems, the operators pick far more than 1,000 items per hour. An outstanding feature of this system is that the items can be put directly from the source carton into the target carton, which means that each item is handled only once. Another clear benefit offered by the rotapick is that the items are picked in a predefined sequence, so that a time-consuming subsequent re-sorting at the points of sale is not necessary. At the order picking workstations, 60 source cartons and the same number of target cartons are buffered and made available for the operator in the requested order and sequence.
The psb selektron software, which is interfaced to Mayoral’s ERP system, organizes the control of the installation and the warehouse management, plus the control of the entire flow of materials.
Thanks to the powerful intralogistics installation, each day up to 1,600 orders can be processed and shipped. In both business seasons, summer and winter, 15,000 different articles have to be entirely exchanged due to seasonal reasons and requirements. Each year, Mayoral stores and ships in total 25 million items to 9,200 points of sale in 75 countries across the world. With the highly flexible psb intralogistics system, both, initial allocations with large quantities, and much smaller subsequent deliveries can be handled, with a high degree of economic efficiency.
Finally, the impressive integration into the new Mayoral corporate video expresses the degree of customer satisfaction with the new intralogistics system. And this fills us with pride.
psb retrofit in WASGAU cold store for bread and pastries
The WASGAU Produktions & Handels AG [production and trading enterprise] is one of only a few independent food retailers in Germany. 90 WASGAU stores are located, with a regional focus, in southwestern Germany.
psb received the order for an extensive retrofit of the automatic cold store for bread and pastries, which has been in operation since the year 2000. After intensive consultations, it was jointly decided to realize a new psb maxloader AS/RS stacker crane for pallets. A retrofit of the mechanical and controls of the existing stacker crane (supplied by another supplier) would have been very time consuming and cost prohibitive, not least due to the required working temperature of -28°C.
The load handling device, to be intalled on the psb maxloader, will be an enhanced pallet shuttle for up to »five-deep« storage (five pallets behind each other). The energy for the shuttles will be provided by super charging capacitors. In this way, neither conducting bus bars in each channel, nor the previously used cable systems are required anymore. Through this, besides the more economic system layout, an easy scalability and a much better degree of flexibility can be achieved.
With this retrofit measure, psb underlines its corporate philosophy of operating in different industries: the broad range of system solutions and technologies can be applied in many industrial sectors, in order to realize highly efficient processes and to increase the productivity of the clients‘ businesses – also in frozen food environment.
Intralogistics by psb supports growth in e-commerce
Fischer Wolle is a medium-sized mail order company for wool and threads plus a large range of accessories.
Presently, order picking and replenishment are carried out in manual operations. With the company’s positive business development, however, this distribution structure has now reached its performance limit. In the future, the automation of the in-house operations will allow for more efficient business processes and further expansion.
By the new automated small parts warehouse, the storage and order picking performance will be enhanced significantly. At the same time, the flow of materials will be optimized by means of conveyor technology which is adapted to the specific requirements. In order to be able to react flexibly to future business developments, the new concept already comprises, besides the implemented basic equipment, an extension installation. Through the automation, the supply capability, specifically during the Christmas holiday shopping season, is increased and the staff can be deployed more flexibly.
Core of the presently installed construction stage is the small parts warehousing system (2 aisles, 10,000 locations). 370 live storage channels are integrated in the facility, which are complemented by two order picking workstations. A flexible utilization of the installation and the optimization of costs is achieved by the psb system through the multi-functional design of an order picking workstation, which can also be utilized as goods-in station.
The existing manually operated pallets replenishment warehouse and the manual pick area, which is used to cover order peaks, are integrated in the psb selektron WMS/MFC software package as well.
All intralogistics functions are controlled by the psb selektron software suite, which is interfaced with the ERP system D&G VS/4. A batch tracking feature has been integrated in this project as well.
Deutsche Bahn workshops are modernized with psb warehousing systems
Deutsche Bahn [DB], long-time customer of psb intralogistics, has placed two orders at the same time. In the two DB heavy maintenance workshops in Fulda and Munich, automated warehousing technology by psb will be applied.
In Fulda, all mechanical, pneumatical and electropneumatical brake parts and other control units are remanufactured and tested. A modern intralogistics system became inevitable, in order to be prepared for the increasing future demands, and to improve the reliability and availability in the supply of spare parts.
In the automatic small parts warehouse (2 aisles) by psb intralogistics, the load handling devices are stored double-deep by two psb sprinter AS/RS shuttles. Six different types of totes of three different heights are generally handled with trays. With a fully-automated warehouse, plus a process-oriented material flow solution for the supply and retrieval of the storage totes, and finally modern order picking workstations, the economic efficiency of the in-house logistics processes are significally enhanced.
The psb selektron software manages the entire software functions for the control of the intralogistics processes under the SAP ERP system.
In the DB Munich central electronics workshop the repair volume of electrical components is continuously growing. In the course of extended business activities, psb intralogistics has implemented an automatic small parts warehouse with a tote racking system, plus conveyor technology with distribution, buffer and order picking areas on two levels.
In the new warehouse, mainly old parts, repaired components and spare parts are stored. In the design of the new installation, psb had to consider various factors: future extensions of the facility, optimization of the process organization, specific requirements with respect to storage, and the transport of electrical subassemblies.
Doubling of production – and the intralogistics system grows along
Messko are globally operating experts in high-tech transformer accessories. For the planned doubling of the production at the location in Oberursel, Germany, a new building plus the extension of the warehousing and material flow systems became inevitable.
Already for quite sometime, an automated small parts warehouse/storage has been supplying the production area, which is arranged on two levels. The performance of this system installation and the intralogistics concept, which has been optimally adapted to Messko’s requirements, were crucial for the decision in favor of another system by psb intralogistics.
The existing small parts warehouse, which will be still in operation, has been extended by a second miniload-system-based warehouse with 6,500 storage locations; this new warehouse has been installed in the new production area. The existing mobile racking system for pallets has been replaced by an automated pallet warehouse with 850 locations. This new addition will significantly enhance the economic efficiency in this area too.
Special feature, in both warehouses, is the integration into the two-level factory building: there are storage and retrieval workstations on both levels. This allows for a vertical material flow without additional conveyor elements, and consequently a flexible production structure, which is organized both horizontally and vertically.
The optimized space and floor area utilization is complemented by a connection of the new facility to the existing building. With the existing warehouse being accessible on both levels, as well as its integration into a comprehensive warehousing and material flow strategy (after the new construction), the psb overall solution guarantees a highly flexible material and production flow.
Increased customer service and competitiveness with efficient intralogistics
Being in more than 20 years partnership with wolfcraft (an international manufacturer of high-quality tools and tool accessories for the DIY market), for psb the adjustment to changing business models has repeatedly been the reason for sophisticated projects.
The company, meanwhile the leading DIY brand in Germany, is growing steadily, with constantly changing demands on the distribution of goods. Besides the extension of the storage capacity, as a result of a substantial expansion of the product range, the demands on fast delivery, delivery time and quality, have risen significantly in the last few years.
After a retrofit of the automated small parts warehouse and the conveyor technology, psb intralogistics installed a rotapick high performance order picking system, as a first step for a major performance increase. The special challenge has been to implement the total intralogistics solution, including all extensions, within the existing buildings.
The latest project of the DIY specialist is a new extension of the warehousing and distribution processes, which will be realized by psb intralogistics at the wolfcraft headquarter in Kempenich. The enhanced efficiency, resulting from this modernization, will be the basis for the continued positive business development in the next few years. An additional storage aisle, in the small parts warehouse, will be implemented as a highly dynamic shuttle storage with vario.sprinter shuttles operated on 7 levels. This solution offers space for further expansion.
The new scalable warehousing solution has reserve capacities, so that by adding another rotapick high performance order picking system, plus the necessary conveyor technology, a further significant performance increase of the overall system installation can be easily realized.
The aim is, besides an increase of the automation degree of the overall intralogistics system, a clear enhancement of efficiency in the order picking processes and the effective use of personnel. The further extension of the intralogistics system is an important part of the company’s strategy for an enhanced competitiveness in the home market, Germany, plus sales targets in 36 countries.
Successful system extension at Kräuterhaus Sanct Bernhard
Kräuterhaus Sanct Bernhard, supplier of natural medicines, as well as cosmetics (an already long-term customer of psb) has considerably extended its system which was already built in 2002. Due to the increased number of orders and the continuously growing article profile, the existing two-aisle intralogistics system with permanently assigned flow channels, has been extended by an one-aisle Multi Access Warehouse with vario.sprinter shuttles and three rotapick high performance order picking systems. The demand, for the system planning of psb, was to realize the extension at the existing building and to integrate the already live system.
The 12 years old system has been equipped functionally with a new fitted selektron system, including the visualization software modules, plus a SCADA system. A new order start, which includes two automatic carton erectors, has been implemented as well.
At the patented psb Multi Access Warehouse with 20 vario.sprinter shuttles (shuttle on each level) of the latest generation, cartons will be stored and retrieved up to 3-times-deep. Three high performance lifts, integrated into the storage, supply the laterally connected rotapick high performance order picking system, with the necessary source cartons, within the shortest time.
The rotapick order picking systems serve as a buffer for source cartons (accommodate up to 60 bins each), and are presented to the operator during the picking operation. Due to this configuration, up to 40% of the orders, at the three rotapicks, can be picked directly and can be transported immediately (via a short-cut) into the packing area.
The remaining orders will be completed, adding further articles from the existing system, and afterwards routed into the packing area. Also, this process has been adapted, with the addition of further workstations, in order to satisfy the new system performance requirements.
It was decided, by the customer, to extend the system modularly. The system configuration has been designed in such a way that, a further aisle for the storage of cartons, as well as two further rotapicks (high performance order picking systems), will be connected during operation.
For many years, »green efficiency«, the intelligent and sustainable use of resources, has been an important factor for psb. In the design of intralogistics systems, and their implementation, psb is thinking »green«. This sustainability approach, for which the company has already been awarded with several prizes, is reflected in our own premises too.
A commendable example for this is that, one year ago, we put into operation a new paint system and a combined heat and power plant (CHP). In one hand, the innovative paint system allows for a heat recovery ratio of up to 70% (by corresponding heat insulation). On the other, the economic and eco-friendly effect is achieved by the combination of both components: The wasted heat of the CHP, generating electrical energy for the entire production facility, is also used for the heat supply of the paint system. Thus the CHP can reach a degree of efficiency of up to 80%.
The heat will be additionally used for the heating of the offices in production and administration. Since its completion, the new hall for the future technology center is also supplied with CHP heat. Further savings will be reached by replacement of the former decentralized heat supply, additional building insulation measures, as well as, further means for a more efficient use of the electrical energy and heat.
The electricity, produced in the CHP, reduces the supply of external electricity delivery by further 30%. This measure will be complemented by our photovoltaic system, which covers, since 2012, a surface of 4.500 m² on the roof of our production facility. Up to 50% of the daily electricity needs of psb will be covered by this system.
The Technology Center at psb is a key interface between engineering and implementation. In this area, new developments are made ready for the market, and customer installations are intensively tested before delivery.
The benefit of practical testing becomes evident, if one takes into account the different and individual tasks and challenges each customer has to meet. This is why every system solution, developed by psb, is »made-to-measure«.
According to our company philosophy »designed and built by a single supplier«, we offer to our customers the whole range of services, from design to implementation and lifecycle services – for all system components: mechanical equipment, control technology and IT organization.
On the basis of this integrated approach, after the constructive design, the »core component« of each system installation is erected in our own Technology Center, where it is thoroughly tested. Only after positive test results, the complete system installation is manufactured and finally erected, by our own fitters, at the customer’s premises. In this way, very high quality standards are ensured, and a good economic efficiency of the installations can be achieved. Further benefits are a high degree of project reliability and shorter erection and commissioning times.
There are always such »core components« of customer solutions installed in our Technology Center. So, if you visit us in Pirmasens, you can witness it all personally.
Presently, we are testing parts of a large system installation for a leading Spanish fashion retailer.
Automated warehousing technology: Key to success for mid-size businesses also
psb is installing an automated tray warehouse for car i.t.a., a mid-size technology business. A new distribution center had to be built in order to be able to respond to the increasing business demands and develop new markets.
One of the business lines of the specialist for the development and production of composite technology of surface materials is the supply of the automotive and aircraft industry. Presently, 60 people are employed in the company. The customers of car i.t.a. pose very high demands to quality, flexibility, fast delivery and the adherence to deadlines.
The psb systems concept consists of a single-aisle automated tray warehouse, which is combined with an order picking isle with two workstations, according to the goods-to-man principle.
An automated compilation of orders and the extension of the storage performance and capacity allow for transparent stocks, plus an enhanced delivery reliability and speed. The improved quality of goods is another factor in favor of a distinct increase in efficiency and the fulfillment of the high customer requirements.
By automating its warehousing processes, car i.t.a. now belongs to the rising number of mid-size businesses who have realized that modern intralogistics bears tangible benefits not only for large concerns.
Successful installation of innovative 3-lift concept
Bürkert, one of the world’s leading companies for fluid control systems, sells its products in 38 countries and runs several international manufacturing facilities. This geographical spread poses a great challenge to the sales and logistics processes. As part of its long-term growth strategy, the company wanted to implement a new, future-proof and growth-oriented logistics concept.
Essential element of the concept is the new distribution center, which was opened in spring of 2014. At this location, the company gathers all global sales activities of the production sites in Germany and France.
Core of the distribution center is the automated psb shuttle warehouse with 10,000 storage positions, for up to 4-deep storage of transport bins of different size. The shuttle warehouse (one aisle) is operated with 7 vario.sprinter shuttles (cross-level concept). Further features of the warehouse are: parallel storage and retrieval, dynamic order picking, and automated bin return storage.
The special feature of this intralogistics installation is the shuttle concept enhanced by a 3-lift concept, with a shuttle lift and two centrally arranged tote lifts. The new system layout provides for psb to achieve a higher performance with the same number of shuttles, at reduced investment costs.
With the new distribution center, Bürkert could optimize the entire order picking and outbound processes, and, in addition, achieved a significant increase in its sales efficiency. Finally, the logistics service to the customers has been enormously improved.
Intralogistics system by psb makes children’s hearts beat faster
The core components of the integrated intralogistics system, which started its operation in the year 2013, are a shuttle warehouse (12 aisles) with 72 vario.sprinter shuttles, and 16 rotapick high performance order picking systems.
In the warehouse (20 m high, extending over 75,000 m²), 130,000 cartons and bins are stored, with sizes between 600 x 400 mm and 800 x 600 mm. Each of the 12 aisles (32 levels per aisle) is serviced by six vario.sprinter shuttles, plus two shuttle lifts.
The warehouse fulfils two functions: (1) complete and opened article cartons are stored, and (2) complete and started order cartons are buffered.
Three pre-zones, which are arranged above each other, allow for an uninterrupted and therefore extraordinarily efficient material flow between the warehouse and the order picking area.
At the dynamic rotapick systems, the operators pick far more than 1,000 items per hour. An outstanding feature of this system is that the items can be put directly from the source carton into the target carton, which means that each item is handled only once.
Another clear benefit of the rotapick is that the items are picked in a specified sequence, so that a laborious subsequent sortation at the points of sale is not necessary. At the order picking workstations, 60 source cartons and the same number of target cartons are buffered and made available for the operator in the requested order and sequence.
The psb selektron software application, which is interfaced to Mayoral’s ERP system, organizes the control of the installation and the warehouse management, plus the control of the entire flow of materials.
Thanks to the powerful intralogistics installation, each day up to 1,600 orders can be handled and shipped. In both business seasons, summer and winter, there is a variety of 15,000 different articles, which have to be entirely exchanged upon the change of the season.
Each year, Mayoral stores and ships in total 21 million items to 8,000 points of sale in 63 countries across the world. With the psb highly flexible integrated intralogistics system, both, initial allocations with large quantities, and significantly smaller subsequent deliveries can be handled with a high degree of economic efficiency.
Finally, the impressive integration of the new Mayoral corporate video expresses the degree of customer satisfaction with the new intralogistics system. And this fills us with pride:
psb innovations in the overhead conveyor technology
The most recent example for psb’s expertise in the handling of hanging items is the development of a coupled trolley mtl, based on the advanced psb micro trolley systems technology mtr.
With a loading length of 100 mm, the new mtl system can carry a total load of up to 5 kg. Thus, this system is especially suitable for the handling of hanging items, which are transported in sets: the transport of several garments/textiles, or of a complete car-set of seat covers conveyed on a single load carrier mtl.
Despite the length of the individual trolleys, the overall conveying and sorting capacity is very high: the system achieves a performance of over 5,000 mtl per hour in Power & Free operation, no matter whether the goods have to be transported, buffered, sorted or sequenced.
Like the sister product mtr, the mtl trolleys can be buffered in gravity lanes up to 35 m long. This buffering capacity allows for a highly efficient system configuration, because in these lanes, there is no need for drives nor related components.
The transfer from the gravity buffer to the automated track is initiated by opening the gravity lanes. The collision-tolerant carriers of the main track directly take over the mtl and transport them further on the system. An expensive carrier control during the transfer process into the main track is not necessary.
The system family comprises of fully-automated loading and unloading stations. Utilizing multi-step sorting algorithms, any possible required order of items can be established.
Matrix barcodes are used as standard coding of the mtl. Coding with RFID is also possible.
The system installation is controlled by the approved psb selektron WMS Warehouse Management System: in interaction with the psb selektron MFC Material Flow System, the system installation is optimally organized. A psb selektron SCADA module is utilized for visualizing the entire system.
The mtl has outstanding features, with respect to throughput, mobility, expandability and scalability. Moreover, through the non-driven buffer tracks and the non-monitored transfer into the main tracks, highly efficient integrated systems can be realized.
psb in this project underlines its competence in the implementation of integrated intralogistics systems with the intelligent connection of warehousing technology and production logistics.
After an intensive planning and coordination phase, at the beginning of March the contract was signed for the installation of an automated pallets and bins warehouse. With the investment of 24 million € for the building and intralogistics technology, being a record in the company’s history, MR will be able to supply all production facilities in Regensburg out of one central warehouse.
The new materials handling center, which will be built on MR estate just outside Regensburg, will be directly connected with the existing production buildings. »Supply trains« will deliver the commodities to the production areas. Short distances allow for a quick and flexible production supply.
The ground-breaking ceremony for the new materials logistics center will take place at the end of March 2014. Operations in the new, highly automated warehouse shall start at the end of 2015.
psb AGVs with laser contour navigation – efficient and flexible
So far, low-profile psb carobot AGVs have been guided by an induction wire »buried« in the floor. However, due to the related extensive and elaborate floor works, a flexible adaptation or expansion of the AGV tracks has been inconvenient. High-profile vehicles, on the other hand, are navigated by laser technology, with reflectors attached in the environment specifically for navigation purposes. This technology allows for a much more flexible adaptation of the travel course, which, after a brief training, can be carried out by the customers’ staff as well.
After the very positive experience with an automatic vehicle system with 19 carobot vehicles, which was installed in the year 1998, a large hospital ordered four new vehicles to be delivered in 2014. The enhanced type CAR-817 can be directly integrated into the existing system with inductive guidance. However, it is also designed for a modern forward-looking variant of laser navigation.
The »laser contour navigation«, introduced in 2013, works with the environment scanning technology of the two safety scanners of a carobot. In an »orientation tour« during the commissioning phase, a »map« of the environment is drawn on the basis of tens of thousands of scans. In real operation later on, the vehicle control will determine on the basis of this map and the current laser scans the actual position of the vehicle (according to methods of pattern recognition). In contrast to »traditional« laser navigation, the environment – i.e. walls, machines, pillars, etc. – is directly used for determining the position, so that additional reflectors do not need to be installed. Changes in the environment after reconstruction works are simply »acquired«.
The laser scans of the personnel safety scanners are taken in about ankle height, so that for the pattern recognition it is important that the operation environment is »tidied up«. In this respect, the supply tunnels, underneath the hospital building, offer close to perfect conditions. At spots, where at ground level often other obstacles may be present, the pattern recognition can take into account the position of additional reflectors too. The connection of a new ward, planned for the year 2015, can be implemented without laying expensive induction wires. At that time, the 19 existing vehicles type CAR-801, operated in the hospital, will be also equipped with psb laser contour navigation.
psb with Logistics Solution for DB Schenker in the »Fast Lane«
As provider of logistics services, DB Schenker Logistics supplies the motor factory of a large car manufacturer »Just-In-Time« (JIT) with intralogistics from Pirmasens. Already over 50 million engines have been built since the establishment of the factory.
The increasing complexity of structures in the automotive industry places the highest requirements on logistics. Objective of the project: DB Schenker Logistics wanted to operate an external logistics center directly on the factory premises of the car manufacturer. Furthermore, the plant supply processes should be optimized by new automated intralogistics systems.
The integrated system installation by psb, which was handed over to the customer in the year 2013, comprises two functional areas: The lines are supplied with GLT (large load containers) out of the functional area »high bay warehouse« (silo structure). This warehouse also serves as replenishment storage for the small parts warehouse. Furthermore, the empty GLTs coming back from the assembly lines are buffered there. In the high bay warehouse (nine aisles), in total 25,300 locations are available. The processes in the functional area »high bay warehouse« take place on the ground and first floors, which means that the pre-zone of the high bay extends over both floors.
The functional area »small parts warehouse« provides for the Just-In-Time (JIT) supply of the lines with small load containers (KLT). The processes of this functional area take place on the ground and first floors, too. In an automated small parts warehouse (five aisles; expandability to seven aisles provided), approx. 49,500 locations can be achieved, on the basis of the requested mix of containers. The most different kinds of small load containers (600×400 / 400×300 / 300×200 mm) can be stored, and this even double-stacked, if required. This allows for flexible and optimal storage utilization also in the future, on the basis of the actual mix of containers.
The small load containers are stored in the small parts warehouse, which ensures the provision according to demand of small load containers for the plant supply. For this purpose, the psb selektron software package includes a route management tool: The routes are created automatically; for this purpose, the points of use are combined in »milkruns«. Completed routes are manually launched by an operator at the control station.
The goods-in procedures, incl. goods-in check, are entirely mapped in the materials management system of the car manufacturer.
From the goods-in area, only large load containers and small load containers (full or empty), which are suitable for storage in the high bay warehouse, are transferred to the psb system.
Normal system performance:
high bay warehouse: 189 retrieval operations/h, 188 storage operations/h
small parts warehouse: 292 retrieval operations/h, 292 storage operations/h
Peak performance:
high bay warehouse: 237 retrieval operations/h, 188 storage operations/h
small parts warehouse: 400 retrieval operations/h, 80 storage operations/h
The extension of the small parts warehouse by another two aisles, with additional stations for providing the routes, was an integral part of the system concept. This allows DB Schenker Logistics to adapt the storage capacity in the small parts warehouse and the picking performance in this logistics area at any time.
wolfcraft: Enhanced order picking processes with psb rotapick
By choosing psb as partner, wolfcraft, the leading manufacturer of innovative tools and expert supplier of electrical tool accessories, »killed two birds with one stone«: The existing system installation, which has been operated for almost twenty years, will be subject to an extensive retrofit. Furthermore, a much more effective order picking procedure will be introduced, based on the psb rotapick technology, as a result of an analysis in the planning phase of the current business processes and material flows carried out.
At the beginning of the 1990s, psb implemented, at the wolfcraft warehouse, an order picking system for small parts. Already at that time, psb installed a double-deep replenishment storage system for bins (600 x 400 x 320 mm). The items were picked from automatically replenished flow racks – an ultramodern intralogistics solution by then.
Now, after two decades, individual system components will have to »undergo« a retrofit, and the system performance will be increased: 3 AS/RS stacker cranes, in the replenishment storage, and parts of the bin conveyor tracks will be replaced completely.
The analysis of the latest data, on the basis of the related business processes, showed a change in customer orders’ profile too. After a thorough examination, the project team decided on connecting a psb rotapick to the existing order picking system.
Key aspect for utilising the rotapick is the high degree of economic efficiency involved: through an effective handling at the order picking system, the costs »per order line« are reduced considerably.
The rotapick implemented at wolfcraft has five discs, each with 12 tote boxes. One disc is used as source disc with 12 article totes; the other four discs (4 x 12 = 48) offer space for 48 customer order totes. Each of these tote boxes can be provided at the workstation (ergonomically for the customer) within a few seconds only, so that unnecessary repeated transports, from the warehouse to the order picking station and back, are avoided and order processing times are reduced significantly.
Utilising the selektron software module, the orders are managed in a way that there are as many customer order totes as possible for an article to be picked in the rotapick. The speed for changing the customer totes is achieved by the modules (discs), which can be selected independently of each other.
We are proud to be the partner of wolfcraft in this retrofit and support the company in implementing the wolfcraft philosophy: »Recognise the strengths and develop them, and use them in the market as long-term competitive advantages.«
Fit for the future through ultra-modern shuttle-based concept
In order to be able to keep up with the continuous growth of the company’s international businesses, and to be in a position to respond flexibly to future requirements, Wentronic successfully implemented one of the most extensive individual projects, since its foundation 20 years ago. In the new logistics center, located in the port area of Brunswick, Germany, now the processes of the distributor for electronics and accessories are faster and more reliable; psb vario.sprinter shuttles are operated in the new distribution facility, for the 4-deep storage of original cartons.
With the new automated carton warehouse, Wentronic is able to offer its customers an extended range of products, with a higher degree of availability and shorter delivery times. The highly efficient warehouse includes five aisles with 15 psb shuttles type vario.sprinter, which, with utilisation of lifts, can be transferred to the individual levels in the racking system. Special feature: The cartons, varying in length, width and height, are stored variably and mixed, up to 4-deep, by vario.sprinter shuttles. This allows for the highest possible flexibility, with view to the carton mix to be expected in the future. The vario.sprinter as such can hold up to two cartons at the same time.
Furthermore, the project includes the connecting conveyor technology of the individual areas, incl. camera system at goods receiving for identifying the article code, a semi-automatic carton erecter, and the automatic labelling of the outbound cartons.
In the order picking area, »paperless« picking plus several sorting racks were installed, for completing the manually picked items. This way, up to 600 client-specific cartons can be packed and shipped per hour. The processes are controlled by the psb selektron warehouse management system.
With an additional area of 4000 m², Wentronic has doubled the storage space in Brunswick, with a capacity of now up to 90000 cartons. The new building (23 m high, 80 m long) protrudes of all buildings in the vicinity, and is widely visible in the port area.
Companies worldwide trust in systems engineering of psb intralogistics, and in many private households, products can be found that have already been in contact with a system designed by the high-tech company from Pirmasens. The latest project is now being realized »right in front of the door«: Sport-Tec, Europe’s leading mail order company for the physio and fitness sector and also located in Pirmasens, will supply their customers by means of a modern intralogistics solution of psb in the future.
Due to the continuous company growth and the steadily increasing demand for specialized products for physio and ergo therapy, speech therapy, specialist practices, hospitals and rehabilitation clinics as well as the sports and fitness sector, Sport-Tec decided in the 25th year of its existence to automate its storage, picking and dispatch processes.
The new fully automated high-bay warehouse with more than 15.000 storing locations is the Multi Access Warehouse from psb based on the innovative psb shuttle technology. With 12 high-performance shuttles, three tote lifts as well as one shuttle lift, the articles can be stored and retrieved simultaneously on different levels. In addition, there is an automated pallet warehouse for storing Euro pallets as well as two AGVs and conveyor technology to connect the individual system areas. The whole system is controlled by the selektron Warehouse Management System, which has also been developed by psb. After completion, 2000 parcels can be dispatched to the customers each day.
A significant advantage of the system solution designed for Sport-Tec, is the modular scalability of the different areas. This allows that capacity can be easily increased if the company continues to develop positively and thus to further improve efficiency and delivery capability.
In addition to the two systems, which psb has already successfully implemented for WASGAU AG in the direct neighborhood, the order of Sport-Tec represents another milestone for the future-oriented collaboration of two Pirmasens-based companies.
CB realizes a new Shuttle Warehouse together with psb intralogistics
Logistics service provider CB expands with a new bin warehouse from psb intralogistics in order to be in line with the developments in the market. The fully mechanised warehouse in the heart of The Netherlands will be 30 metres high, 30 metres wide and 100 metres long. Beginning of construction is autumn 2019.
Hans Willem Cortenraad, CEO of CB: ‘In order to facilitate our growth and to further expand our service levels, the expansion with a bin warehouse is essential. The warehouse fits in well with the developments in the market. We see a greater need for storage of smaller quantities. In addition, the number of different items in stock at CB is constantly increasing. In practice, this means that we have to replenish the stock for picking more often. On the other hand, the size of an order per customer decreases and the number of orders increases’.
The new warehouse works with level changing shuttles and has a capacity of 150,000 bins and a throughput of 2000 bin movements per hour, and will be expanded with another 150,000 bins in a later stage.
Cortenraad: ‘Transports for replenishment and for picking of orders are done fully automatically. We work according to the ‘goods-to-person’ principle – goods come to the people instead of the other way around. Moreover, the warehouse has been designed in a way that it is flexible and scalable in terms of throughput’.
‘The spirit in the project team on both sides is excellent, always thinking outside the box to accomplish the best possible solution for CB without only focusing on today’s needs but also looking ahead to the future‘, Florian Kunert, Sales Manager at psb, underlines the way of working together.
Cortenraad: ‘With the new building and the modern look of the new warehouse, we are underlining the future, fitting for the CB of today and tomorrow.’
About CB
CB has more than 145 years of experience as an integrated logistics service provider. CB offers solutions in the form of logistics services, digital distribution, e-commerce logistics, financial services and information and communication services.
For the customers of psb intralogistics who want to realize their intralogistics in a SAP application environment, we implement the software together with HPC AG, our strategic partner for SAP logistics solutions.
We are pleased that HPC has now been awarded SAP Gold Partner status as part of the SAP PartnerEdge program. This partner status shows the recognition of the high consulting and solution competence of HPC.
The new status rewards the long-standing successful cooperation with SAP Deutschland SE & Co. KG. HPC has been working closely with SAP for more than 30 years and offers its customers individually tailored SAP enterprise solutions in the sectors ERP, S/4 & Supply Chain.
“Revenue performance and number of customers are not the only reasons for the SAP Gold Partner status. HPC’s high-quality SAP solutions and its well-trained consultants are also key factors in the Partner program”, explains Christian Heck, Head of Business Development at HPC.
Manufacture of superlatives – behind the scenes of Rolex
In its new issue, the »Uhren-Magazin« [trade magazine for mechanical watches] has now dedicated a detailed report to the Swiss watch manufacturer. This article was illustrated with a photo that impressively shows a part of the psb systems technology used at Rolex. This makes us very proud.
Rolex manufactures at four locations in Switzerland. Most recently, the company sold 950,000 watches a year.
New shuttle generation – Further system optimization brings competitive advantages
Since 2008, when the first psb shuttle warehouse went into operation at BMW in Dingolfing (Bavaria), we have already delivered more than 900 vario.sprinter shuttles to our customers. With the first two systems at BMW and Next representing the first generation, the fourth evolutionary stage is already in the starting blocks, to ensure at myToys, for example, that there are happy kids’ eyes at Christmas.
In this fourth generation, our new shuttle type »SHU110« has undergone some significant changes: the new rail is directly visible, also from the outside. This enables us to reduce the minimum level distance by 25 mm and thus achieve a noticeably higher storage density than before, while reducing the costs for the steel construction. By adapting the telescopic grippers for particularly light and flat load carrying units, another 50 mm per level can be saved in future.
The main change to the shuttle itself is the redesigned chassis. It is no longer built as a completely welded construction, but with bolted center bars. In addition to a more efficient production, this results in a better adaptability of the shuttle to the different customer containers as well as a higher accuracy with regard to the two parallel telescopic grippers. This is particularly advantageous in systems where the shuttles change levels.
The latest generation has further been improved by the reduced weight and increased drive power, resulting in a higher driving speed. The use of a sandwich circuit board also reduces the wiring effort and increases the efficiency of the production process.
All these changes lead to an enhanced performance and higher storage density, while at the same time reducing the price for the vehicle – this is a competitive advantage both for us and for our customers.
Predictive Maintenance – Logistics 4.0 for our customers
Predictive maintenance of machines and system installations is an essential component of Logistics 4.0. Industry 4.0 comprises the comprehensive digitalization of industrial production. Logistics 4.0 is understood as the extension of this concept to logistics and intralogistics.
The main objective of predictive maintenance is a maintenance concept, which is adapted to the actual situation of the system components and which allows to reduce maintenance works to the actually necessary extent.
In comparison to earlier maintenance approaches, it is not only reacted when a fault has already occurred (reactive maintenance), with the associated high risk of longer downtimes. Predictive maintenance also avoids the premature replacement of still intact components (in accordance with rigid specifications) in order to prevent possible failures (preventive maintenance), this way reducing the costs for maintenance.
Predictive maintenance is a proactive maintenance of plants, assemblies and elements before downtimes or failures occur, with associated quality losses. The state of the monitored components is analyzed on the basis of cyclically recorded measurement data. A need for maintenance is only reported when the measured values deviate from the target state.
Prerequisite for this concept is the use of modern, networked components that provide information about their status, which is collected using IoT communication techniques and stored in a database. These data are then read out, analyzed and interpreted by higher-level logical systems.
psb is currently preparing the extension of its selektron intralogistics software by including the selektron PSM module (Predictive Service and Maintenance), which will be introduced step by step in the course of 2019.
selektron PSM is available in three versions:
selektron PSM be (basic edition)
In this version, defined raw system data are recorded and stored in a database which is accessible from outside. The customer can access these data with his own software tools, in order to evaluate the need for maintenance of the plant components.
selektron PSM ae (advanced edition)
This version builds on the basic edition. It additionally provides standardized evaluations of the monitored psb system components.
selektron PSM ee (enterprise edition)
This version contains extended, customer-specific evaluations and graphical representations of the interpreted data, in order to support the customer in planning his maintenance activities.
Production buffer with a shuttle warehouse and overhead conveyor technology
psb technology has already been used for many years in production logistics operations at the Bielefeld plant of the German domestic appliances manufacturer Miele: electric overhead monorail conveyors, »Power & Free« long-trolley overhead conveyors and floor-mounted conveyor technology. The overhead conveyor technology can take full advantage of its »three-dimensional mobility« in order to connect the assembly area, production buffer, testing facility and dispatch and to buffer components. The floor-mounted conveyor technology is used to organize the assembly lines.
Two major extensions to the psb production logistics have now been put into operation in Bielefeld in order to adjust the four assembly lines for dishwashers to a new production program in a future-proof manner. The conversion of production, with a significant increase in the number of so-called exotics, considerably increases the variety of components.
The store for inner door panels is operated with psb overhead conveyor technology (long trolleys with Power & Free). This technology also connects the store with the upstream production area and supplies the assembly lines. In addition to increasing the number of buffer lanes, psb also implemented a new storage and handling strategy, as the buffer lanes can no longer be allocated according to type. psb developed the static buffer into a dynamic hanging goods buffer with simple and direct access to all stored components.
A significant increase in capacity in the tub storage also required the optimization of the storage strategy for these components. Due to the conversion of production, a buffer with direct access to individual tubs has also become necessary for these large components. For this reason, psb planned and implemented a single-aisle shuttle warehouse with an aisle length of 115 m as a supplement to the existing system, which will continue to be used for fast-moving variants.
Up to 520 tubs, measuring 700 x 670 x 962 mm, can be stored in this warehouse. Two shuttles are in operation on each level; in the final stage there are 3 shuttles per level. Thus, up to 220 double cycles can be achieved for the storage and retrieval of the large components. The implementation of the shuttle buffer on a mezzanine in the dishwasher assembly hall has the advantage of excellent space utilization and very short transport distances.
A particular challenge was the seamless integration into the existing processes as well as the realization on the very narrow remaining space in the already intensively used buildings. In addition, most of the extensions were carried out without interrupting the production processes and were put into operation during the plant holidays.
Efficient overhead conveyor technology for Primark
Primark is a fashion retailer who successfully operates 325 stores in 11 countries. Each store occupies a retail space of several thousand square meters, offering fashion, shoes and accessories for women, men and kids, as well as home ware and beauty products.
In order to meet the positive business trends and to be prepared for the further growth in the central European market, Primark has established a new distribution center in the Netherlands. With its convincing concept psb intralogistics received the order for the realization of the warehousing and handling application for hanging items (covering an area of approx. 12,000 m²).
The static storage is supplied by manual conveyor technology, complemented by automated inclines and declines, which connect the four floor levels. The empty trolleys in the shipping area are also handled automatically by powered conveyors. The overall installation has been designed on the basis of the modular GTT system for overhead conveyors by psb, which stands out for a low purchase price and a flexible degree of automation.
On storage bars with a length totaling 44 km, combined with 17 km of overhead conveyor tracks, up to 180,000 hanging items sets, or approx. 2.7 million single parts, can be stored and handled. A single set weighs up to 12 kg; single items are not processed.
The inbound area with two telescopic loading bays has a capacity of 360 trolleys/h (720 sets or approx. 10,800 single items). At 14 shipping gates, 350 trolleys with 700 sets, or 10,500 single items, can be dispatched in an hour.
The overall system solution by psb features a very high degree of economic efficiency, as well as a high capacity and performance.
Mädler (Stuttgart) manufactures and sells a large number of toothing, gearing and drive technology products. In the course of major modernization measures in 2007, psb was awarded the contract to install a bin conveyor system. Until today, this system, which represents the core of the inhouse materials handling operations, is used for the connection of the receiving, warehousing, plattform and packaging areas.
In spring 2016, Mädler asked psb to replace the manually operated small parts warehouse. Due to the positive business trend, the capacity of the existing storage was not sufficient anymore. The result of a collaborative planning process with the customer was the integration of a one-aisle Multi Access Warehouse with vario.sprinter shuttles and laterally connected order picking stations.
With about 17,500 bin locations, the new storage is able to fulfill high performance requirements. On each of the 18 levels, a separate shuttle is operated, for the four-deep storage of bins of the dimensions 400 x 300 mm. Storage and retrieval of items in the Multi Access Warehouse is handled by the patented psb solution with bin lifts and conveyor tracks which are integrated into the warehouse block. Special feature of the system solution at Mädler is that two bins are automatically stacked above each other and then put into store as stack.
There are several reasons why Mädler chose psb as supplier also of the new intralogistics system. Besides the precise planning and the proven system installations, it was the customer’s very positive experience with our service and the maintenance team. The team »was always helpful and friendly« and any difficult situations were resolved »reliably and competently«.
Automation in mid-size businesses – modular shuttle warehouse
The scalable system modules by psb are the ideal start for mid-size businesses in automating their intralogistics processes.
DPV Elektronik-Service is an internationally operating specialist for electronics manufacturing. The company sells ESD-safe workplace equipment like tools, clothing, containers, etc. For DPV, fast and comprehensive delivery is of particular importance and a promise to its customers.
In view of the continuing positive business trend, the company decided to expand its facilities and automate its intralogistics processes. Up to that point, storage, picking and dispatch had been carried out manually.
Due to the limited space at the production site, a new logistics and service center was built in the vicinity. Core of that building is an automated small parts warehouse plus a manual pallet storage.
The small parts warehouse, with 11000 storage locations for totes, is a two-aisle shuttle warehouse, with 14 levels in each aisle. The easy scalability, providing for future security, was the reason why DPV decided in favour of such a shuttle system. 10 shuttles, implemented in the first extension step, are moved from level to level by a shuttle lift, which is installed in the warehouse pre-zone.
The order picking workplaces, which are connected with the warehouse, are operated according to the multi order principle. At each workplace, a maximum of 5 orders can be handled at the same time. The finished order totes are automatically supplied to 8 packing stations.
A high bay pallet warehouse is used for the manual storage and picking of items and/or quantities, which are not suitable to be stored in the automated small parts warehouse. Articles picked in this warehouse are provided at the packing stations to be consolidated with the small part items. A paternoster racking system and a small shelving storage, both for the handling of very small items and special parts, are integrated in the overall system.
After returns have been received, they are checked, processed and then stored in the small parts warehouse, too. Pick-optimised totes with mixed contents are provided with priority for the sales process again.
The shuttle warehouse, the manual warehouse areas and the paternoster racking system are controlled by the proven psb selektron WMS. The warehouse control is supported by the selektron SCADA software module.
Lasting partnership for successful intralogistics operations
Long-term customer partnerships are of great importance to psb. They are based on sustainable intralogistics solutions and a comprehensive lifecycle service.
One of psb’s long-term customers is Max Schlatterer GmbH. Under the brand name »Esband«, the company produces and sells worldwide drive belts, transport belts, special-type belts and belts for the cigarette industry.
In the second common project within a few years only, the expansion of the automated warehouse is presently being implemented: Schlatterer is adapting the company’s capacity to its extended product range and the increasing sales volume.
In the year 2011, the company decided to comprehensively modernise the entire in-house logistics with psb technology . Fast, efficient and transparent processes; those were the declared goals of the re-organisation. Up to that time, the entire in-house handling of the produced belts, accessories and further materials, and also their storage, had been carried out manually. The first step of the modernisation included the implementation of automated conveyors and a one-aisle automated small parts warehouse.
psb designed a conveyor system to connect the different production steps, the receiving area, dispatch and storage. The specific framework conditions of the project quickly led to the decision to employ a grid conveyor. The belts are transported hanging at hooks in bundles of about 8 kg weight.
In addition to the buffering and picking of finished goods, the automated small parts warehouse serves to take up various accessory components and further materials. A number of small and inefficient storage locations were consolidated in the new central warehouse facility.
With the growing product range and the increasing sales volume, the capacity of the small parts warehouse had no longer been sufficient. Therefore, the system was expanded by two more aisles. Now three aisles, in total 4000 totes are stored double-deep. A multimodal workplace has been connected with the warehouse, which can be used for both, order picking as well as for goods receipt and goods issue.
The first storage aisle was managed by the customer’s ERP system. In order to optimise the performance also in this respect, all functionalities are now controlled by the proven psb selektron WMS.
Already at this point, the interface to the ERP system has been designed in such a way, that it fits to a SAP WM system, which is planned for the future. The connection will be achieved by the certified psb selektron IDOC interface to SAP.